細(xì)長軸磨削特點(diǎn)
細(xì)長軸通常是指長度與直徑的比值(簡稱長徑比)大于25的軸。
細(xì)長軸的剛性較差,在磨削力和磨削熱的作用下,工件容易纏上彎曲變形,使工件產(chǎn)生形狀誤差(如腰鼓形或竹節(jié)形),多角形折痕和徑向圓跳動(dòng)等。當(dāng)工件場景比>40時(shí),工件由于自重產(chǎn)生的撓度會使工件在加工中產(chǎn)生“讓刀”現(xiàn)象,使被加工表面出現(xiàn)速線不直的缺陷。因此,影響磨削加工精度的主要因素其一是工件自身的剛性不足;其二是加工中的磨削力和磨削熱。所以,磨削細(xì)長軸的關(guān)鍵是如何減小磨削力和磨削熱,提高工件的支承剛度。
磨削細(xì)長軸時(shí)對操作和安裝方法的改進(jìn)措施
(1) 消除工件殘余應(yīng)力。工件在磨削前,應(yīng)增加校直和消除應(yīng)力的熱處理工序,避免磨削時(shí)由于內(nèi)應(yīng)力而使工件彎曲
(2) 合理選擇砂輪,選用粒度較粗,硬度較軟的砂輪,以提高砂輪的自銳性。為了減少磨削力,也可將較寬的砂輪修窄。
(3) 合理修整砂輪,粗磨的砂輪一定要修整得鋒利,要選用尖角的金剛鉆用較大的縱向進(jìn)給量修整。磨削過程中,還要經(jīng)常使砂輪保持鋒利狀態(tài)。
(4) 減少尾座頂尖壓力,尾座頂尖壓力應(yīng)比一般磨削小些,這樣可以減小預(yù)緊力所引起的彎曲變形。
(5) 中心孔有良好的接觸面,工件中心孔應(yīng)經(jīng)過研磨,為了減少中心孔和頂尖間的摩擦,磨削過程中還要經(jīng)常添加潤滑油。
(6) 合理選擇磨削用量,剛開始磨削時(shí),工件呈彎曲狀態(tài),砂輪作間斷的磨削,因此最初的幾次吃刀量要慢而且小,以減小沖擊力,粗磨時(shí)取0.01~0.02mm;精磨時(shí)取0.0025~0.005mm。工件的轉(zhuǎn)速可選得低些,以防止磨削時(shí)振動(dòng)。磨削細(xì)長軸全長,靠近軸的兩端可用稍大縱向進(jìn)給量磨削中間部位時(shí),進(jìn)給可慢些,并可適當(dāng)增加形成次數(shù)。
(7) 當(dāng)工件加工精度較高長度又較長時(shí),可采用中心架支承(見圖1所示)。中心架的架體2用螺釘1固定在磨床工作臺上,工件由垂直支承塊5和水平撐塊6支承著。水平撐塊6可用捏手10經(jīng)螺桿和套筒調(diào)整到需要的位置,支承塊和承塊由尼龍或硬木塊制成(見圖2所示)。
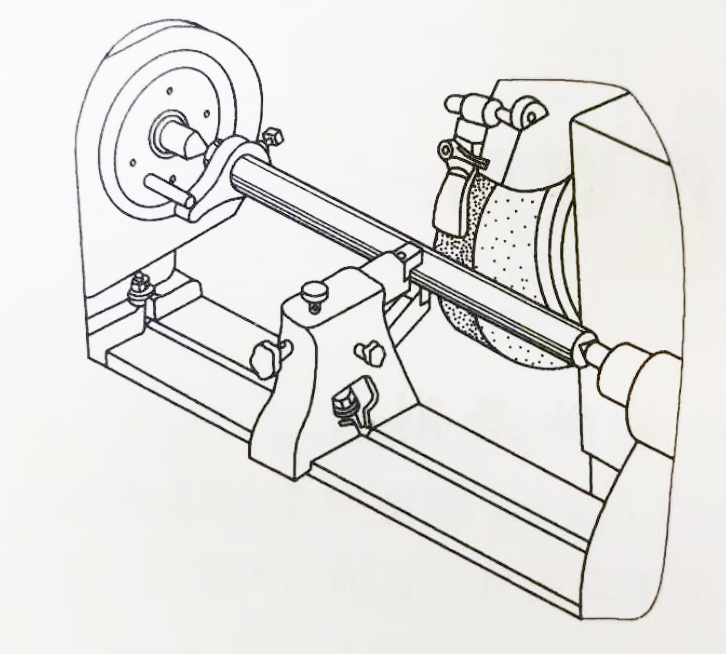
圖1 用中心架支承磨細(xì)長軸

圖2 中心架的構(gòu)造
(a)開式中心架 (b)閉式中心架
1—螺釘;2—架體;3—銷軸;4—雙臂杠桿;5—垂直支承塊;6—水平支承塊;7—套筒;8—螺桿;9、10—捏手
(8) 磨削過程中要充分冷卻。
(9) 工件磨好后要吊直存放,以免因自重產(chǎn)生彎曲變形。
