硬度對切削加工性的影響
(1)工件材料常溫硬度的影響
一般情況下,同類材料中硬度高的加工性低。材料硬度高時,切屑與前刀面的接觸長度減小,因此前刀面上發應力增大,摩擦熱量集中在較小的刀屑接觸面上,促使切削溫度增高和磨損加劇。工件材料硬度過高時,甚至引起刀尖的燒損及崩刃。
對0.2%C的碳素鋼(115HB)、中碳鎳鉻鉬合金鋼(190HB)、淬火回火后的中碳鎳鉻鉬合金鋼(300HB)、淬火及回火后的中碳鎳鉻鉬高強度鋼(400HB)進行切削試驗,得到曲線如下圖所示。
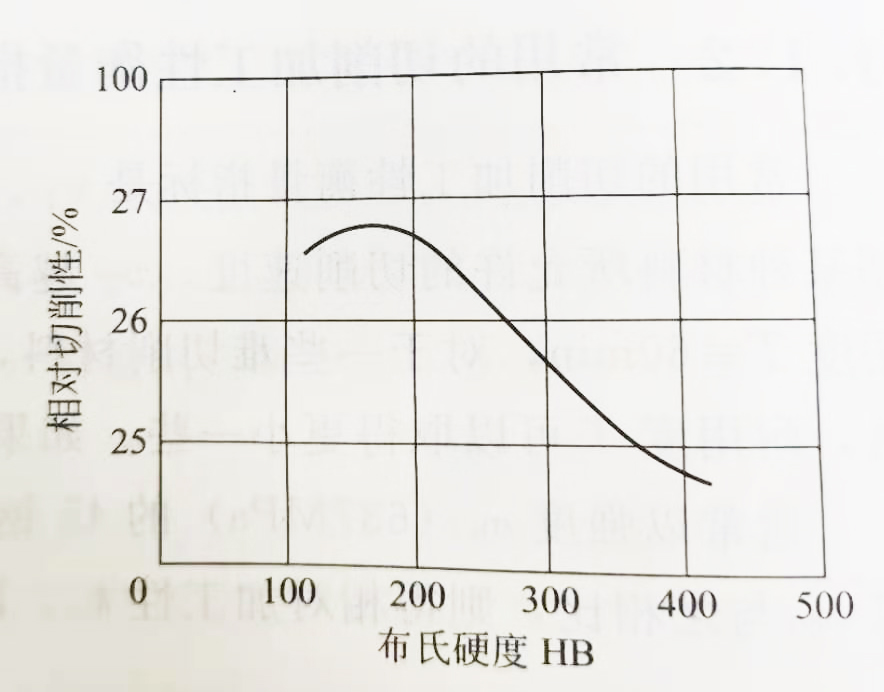
碳鋼硬度與切削加工性關系
(2)工件材料高溫硬度對切削加工性的影響
工件材料的高溫硬度越高,切削加工性越低。刀具材料在切削溫度的作用下,硬度下降。工件材料的高溫硬度高時,刀具材料硬度與工件材料硬度之比下降,這時刀具的磨損有很大影響。高溫合金、耐熱鋼的切削加工性低,這是一個重要原因。
(3)工件材料中硬質點對切削加工性的影響
工件材料中的硬質點形狀越尖銳,分布越廣,則工件材料的切削加工性越低。硬質點對刀具的磨損作用有二:其一是硬質點的硬度都很高,對刀具有擦傷作用;其二是工件材料晶界處微細硬質點能提高材料的強度和硬度,而使切削時對剪切變形的抗力增大,使材料的切削加工性降低。
(4)材料的加工硬化性能對切削加工性的影響
工件材料的加工硬化性能越高,則切削加工性越低。某些高錳鋼及奧氏體不銹鋼切削后的表面硬度,比原始基體高1.4~2.2倍。材料的硬化性能高,首先使切削力增大,切削溫度增高;其次,刀具被硬化的切屑擦傷,副后刀面產生邊界磨損;第三,當刀具切削已硬化表面時,磨損加劇。
工件材料強度對切削加工性的影響
工件材料的強度包括常溫強度和高溫強度。
工件材料強度越高,切削力就越大,切削功率隨之增大,切削溫度因之增高,刀具磨損增大。所以在一般情況下,切削加工性隨工件材料強度的提高而降低。
合金鋼與不銹鋼的常溫強度和碳素鋼相差不大,但高溫強度卻比較大,所以合金鋼及不銹鋼的切削加工性低于碳素鋼。
工件材料的塑性與韌性對切削加工性的影響
工件材料的塑性以伸長率δ表示。伸長率δ越大,則塑性越大。強度相同時,伸長率δ越大,則塑性變形的區域也隨之擴大,因而塑性變形所消耗的功率越大。
工件材料的韌性以沖擊值αk。值大的材料,表示它在破斷之前所吸收的能量越多。塑性大的材料在塑性變形時因塑性變形區域增大而使塑性變形功增大;韌性大的材料再塑性變形時,塑性區域可能不增大,但吸收的塑性變形功卻增大。盡管原因不同,但塑性和韌性的增大都會導致同一后果,即塑性變形功增大。
同類材料,強度相同時,塑性大的材料切削力較大,切削溫度也較高,而且容易與刀具發生黏結,因而刀具的磨損大,已加工表面也粗糙。所以工件材料的塑性越大,它的切削加工性也越低。有時為了改善塑性材料的切削加工性,可通過硬化或熱處理來降低塑性(如進行冷拔等塑性加工等使之硬化)。
但塑性太低時,切屑與前刀面的接觸長度縮短太多,使得切屑負荷(切屑力和切屑熱)都集中在刀刃附近,這將使得刀具磨損加劇。由此可見,塑性過大或過小都使切削加工性下降。
材料的韌性對切削加工性的影響與塑性相似。韌性對斷屑的影響比較明顯,在其他條件相同時,材料的韌性越高,斷屑越困難。
工件材料的熱導率對切削加工性的影響
在一般情況下,熱導率高的材料,它們的切削加工性都比較高,而熱導率低的材料,切削加工性都低。但熱導率高的工件材料,在加工過程中溫升提高,這對控制加工尺寸造成一定困難,所以應加以注意。
