刃磨砂輪的選用
刃磨刀具的砂輪要選擇合適,以使刀具刃磨后具有鋒利的切削刃,具有較低的表面粗糙度值,刀面無退火、燒傷等現象。砂輪的選用主要根據刀具材料性能、磨削性質、圖樣技術要求等,重點是砂輪特性和砂輪形狀的正確選擇。
(一) 砂輪特性的選擇
刃磨砂輪的特性通常包括磨料、粒度、硬度、組織和結合劑等。砂輪粒度常用46#~100#。當磨削面積大、余量多時,宜采用粗粒度;若磨削余量小及道具尺寸小,粗糙度要求小時,則采用細粒度。砂輪的硬度常用H~K之間的等級,刃磨高速鋼刀具時,當磨削面積、余量大時,一般用H;磨削面積、余量小時,則用J;刃磨成形刀具及精密刀具時,宜用K;刃磨硬質合金刀具時,用H;而刃磨硬質合金成形刀具或小刀具時,砂輪的硬度選J。砂輪特性的具體選擇見下表。
砂輪特性的選擇
(二) 砂輪形狀的選擇
通常情況下,刃磨刀具的前面用蝶形砂輪;刃磨后面用碗形或杯形砂輪。杯形砂輪在刃磨過程中直徑不變,對無變速裝置的磨床更為適用。目前,碗形或杯形砂輪的直徑較小,砂輪的圓周速度低,磨粒易變鈍,刀具表面粗糙度值較大。因此,為了提高砂輪的圓周速度,可選擇用直徑較大的平形砂輪,經適當調整,用來刃磨刀具的后面。
刃磨的方法及步驟
簡單刀具的種類很多,刃磨的部位主要是前、后面,其刃磨的方法和步驟基本相同,簡述如下:
(一) 砂輪的選擇及修整
根據刀具的材料和技術要求,選擇砂輪的特性和形狀,并根據加工需要修整砂輪。
修整砂輪分兩步,第一步先用砂條粗修砂輪端面。對蝶形砂輪,端面修成邊緣高、內側低的錐面如下圖(a)所示;對碗形或杯形砂輪,端面修成內凹形如下圖(b)所示。第二部再用金剛石筆精修砂輪端面至要求。
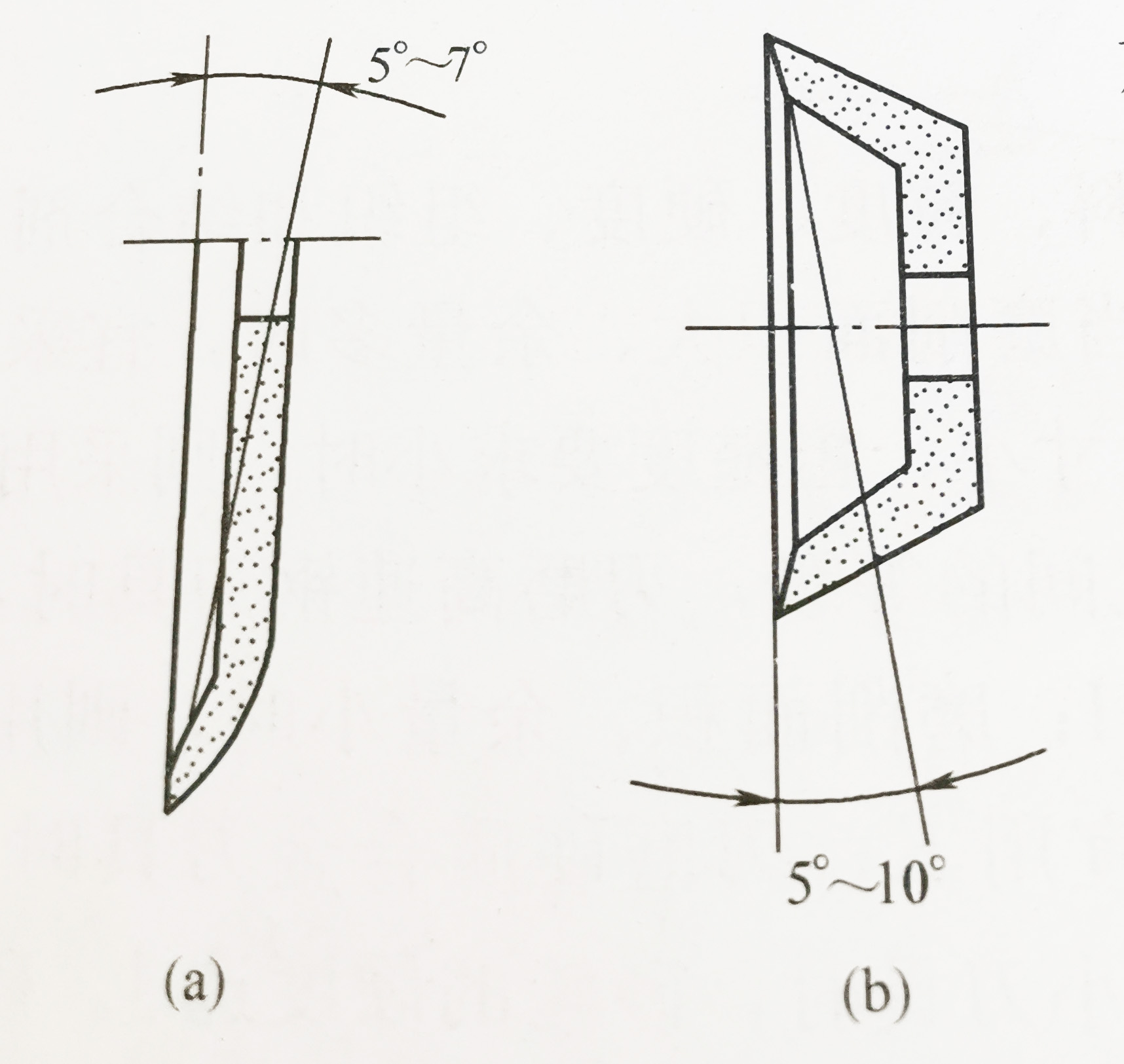
刃磨砂輪的修整
(a)蝶形砂輪的修整;(b)碗形或杯形砂輪的修整
(二) 調整砂輪架位置
刃磨時,應根據刀具的角度,將砂輪架在水平面內轉動一定角度,使砂輪邊緣參加磨削。磨削前可用中心規來找正砂輪與所磨刀面的相對位置。
(三) 裝夾方法
不同的刀具刃磨,可用不同的裝夾方法。磨車刀、刨刀、刀片可在可傾虎鉗上裝夾,以刃磨所需的角度;磨鉸刀、圓柱銑刀、鏟齒銑刀等可用兩頂尖裝夾,并安裝調整好托齒片;磨面銑刀、立銑刀、三面刃銑刀可在萬能夾頭上裝夾,并用齒托片支撐。裝夾圓柱銑刀、鏟齒銑刀、面銑刀及三面刃銑刀時,均需用心軸緊固。
(四) 刃磨
1. 平面刀具的刃磨
平面刀具有車刀、刨刀、刀片等,直接裝夾在可傾虎鉗上,不需加任何輔助裝置即可調整所需位置刃磨各種角度,裝夾時必須用百分表找正刀具的基準面。
這類刀具主要刃磨前角、后角、主偏角、副偏角,有的刀片(如機夾可轉位車刀)還需磨削周邊和斷屑槽。刃磨刀具的副偏角可用專用夾具,磨削斷屑槽則可將刀片夾在鉗口上,再將嵌體調成所需角度,用碗形砂輪刃磨。
2. 尖齒刀具的刃磨
尖齒刀具如鉸刀、圓柱銑刀、鏟齒銑刀、面銑刀等,可用兩頂尖裝夾或用心軸裝夾在完成夾頭上,并用齒托片支撐。刃磨的具體步驟如下:
(1) 搖動橫向進給手輪,使砂輪靠近刀具的前(后)面。
(2) 右手握住刀具(或心軸),左手搖動工作臺縱向進給手輪,使齒托片支撐在待磨刀齒的前面上。
(3) 起動砂輪,緩慢地進行橫向進給,使砂輪磨刀刀齒的刀面。
(4) 左手搖動手輪,使工作臺縱向進給,右手扶住刀具(或心軸),使刀齒前面緊貼齒托片,并作螺旋運動。
(5) 磨好一齒后,將刀齒退出齒托片。
(6) 將刀具轉過一齒,繼續刃磨另一齒刀面,逐齒刃磨。
(7) 磨完一周齒后,砂輪作一次橫向進給,繼續刃磨,直至符合圖樣要求。
