1.錐面產生雙曲線誤差
用圓錐套規測量外錐時,發現兩端顯示劑擦去,中間不接觸;用塞規測量錐孔時,發現中間顯示劑擦去,兩端沒有擦去。出現此類缺陷,一般是因為砂輪架旋轉軸線與工件的旋轉軸線不等高引起,使磨除的圓錐母線不直,形成雙曲線誤差(如下圖所示)。
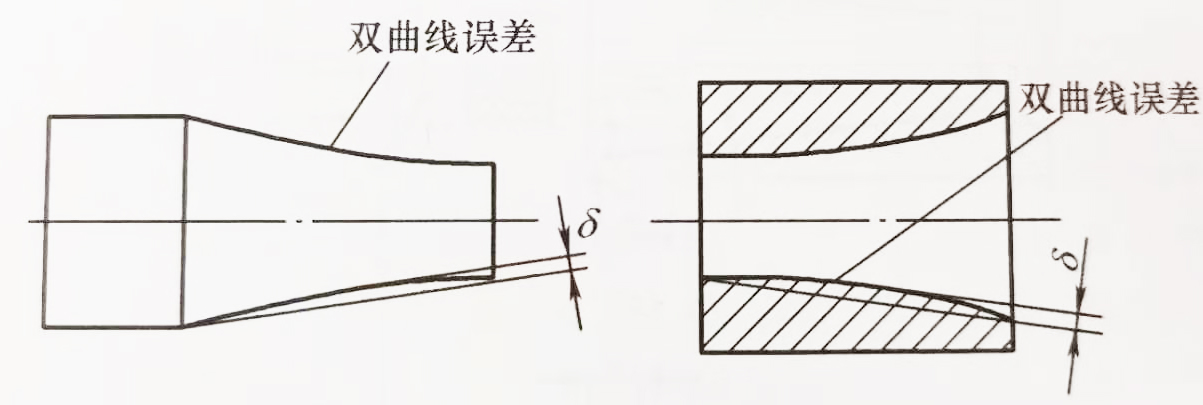
圓錐面的雙曲線誤差
為此,要求砂輪的旋轉軸線與工件的旋轉軸線保持等高。外圓砂輪等高要求控制在0.2mm以內,內圓砂輪的等高要求控制在0.2mm以內,而且只允許頭架比工件低。
2.錐度不準確
錐度不準確引起原因如下:
(1) 由于測量不標準而造成工作臺、頭架或砂輪架的位置調整不準確。
(2) 精磨時工作狀態與機床調整時工作狀態不一致(砂輪鋒利程度等),因而工件、砂輪軸和機床的彈性變形也不相同。所以在精磨和調整機床時砂輪應一樣鋒利。精磨結束前,光磨至火花基本消失。
(3) 磨直徑小而長度長的圓錐孔,精磨不能消除粗磨遺留的幾何形狀誤差。所以,粗磨時砂輪要適當修整得粗糙些,以保持較好的切削能力以消除毛坯的幾何形狀誤差;精磨只能在毛坯幾何形狀誤差消除后進行。精磨余量控制在0.02mm;砂輪接長軸盡可能短而粗;砂輪寬度應適當減狹。
(4) 磨床運轉中局部發熱造成熱變形不一致。通常機床在開始工作1~2h內熱變形最為顯著,在此段時間應多進行測量,根據錐度的變動情況調整工作臺。
