1.砂輪的磨鈍
砂輪在工作一段時間后,砂輪的工作表面會鈍化,用磨鈍了的砂輪機械磨削,由于砂輪切削能力的喪失,砂輪與工件之間的摩擦加劇,會使工件表面產生燒傷和振動波紋,使工件表面粗糙度值變大。砂輪的磨鈍經過初期磨鈍、正常磨鈍、急劇磨鈍三個階段。初期磨鈍階段,微刃仍相當銳利;正常磨鈍階段,微刃表面的銳角逐漸變鈍;當微刃銳角完全消失時,磨削會產生刺耳的噪聲,即為急劇磨鈍階段。砂輪磨鈍的形式有以下四種:
(1)磨粒的鈍化。如圖(a)所示,磨粒的鋒利微刃已喪失,磨粒表面較平滑。
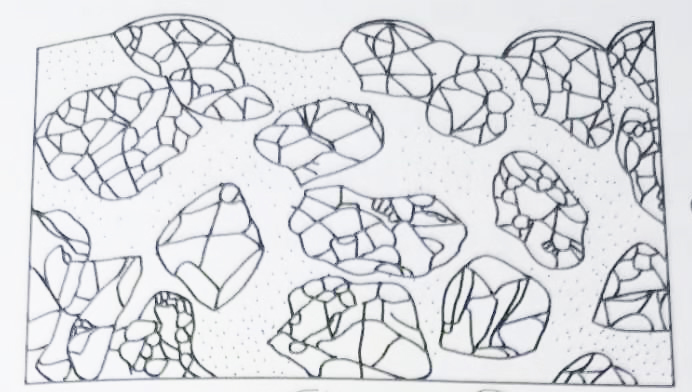
(a)磨粒鈍化
(2)磨粒急劇且不均勻的脫落。使用較軟的砂輪,常出現這種磨鈍形式,使砂輪喪失原有的工作行面,如圖(b)所示。
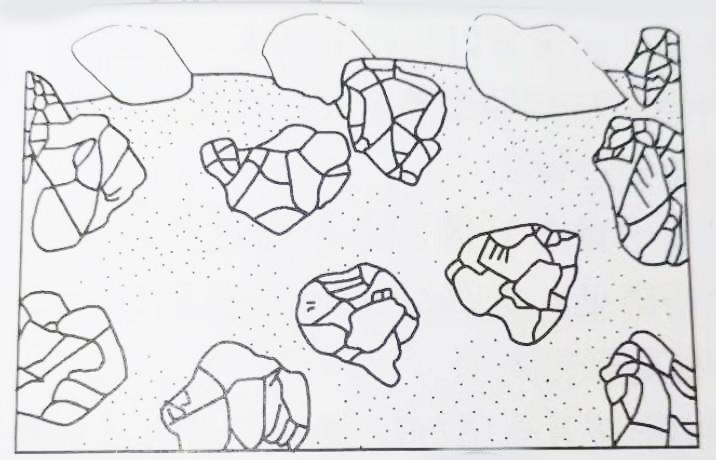
(b)脫落
(3)砂輪表面被磨屑粘嵌和堵塞。如圖(c)所示,磨削韌性材料時常會發生這種磨鈍現象。
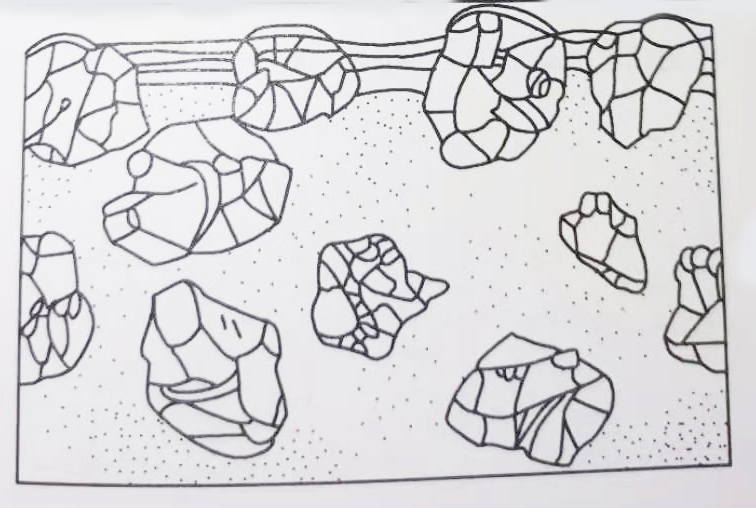
(c)粘嵌和堵塞
(4)混合型磨鈍。以上三種磨鈍信息都發生,是經常發生的磨鈍現象。
2.砂輪的壽命
砂輪壽命是指砂輪兩次修磨之間所經歷的實際磨削時間。
砂輪磨損到一定程度時,應及時修整。否則工件會產生顫振,工件表面粗糙度值突然增大(如磨鑄鐵件時表面出現晶亮面,磨鋼件時表面產生燒傷痕跡)等異常現象。
通常可以從以下幾個方面來判斷砂輪是否已達到壽命,便于及時修磨。
(1)用金屬切除率Z的變化來判斷,剛修整的砂輪,磨粒鋒利,Z值較高。如果隨著時間的推移,金屬切除率下降了40%~50%~,則砂輪已鈍化,應及時修整。
(2)用工件表面質量的變化來判斷。如果工件出現顫振、晶亮面或輕微燒傷時,則砂輪已鈍化,應及時修整。這一標準較易在操作現場應用。
(3)用砂輪磨損能力系數的大小來判斷。磨損能力系數是指砂輪在單位磨削力作用下,在單位時間內磨去的金屬體積。新修整的砂輪,切削刃鋒利,則該系數值大;如果該系數值變小,說明單位磨削力增大,砂輪已鈍,應及時修整。
3.影響砂輪壽命的因素
影響砂輪壽命的因素可以從以下幾方面考慮。
(1)砂輪的硬度對壽命影響較大,在重磨削條件下,應選用較硬的砂輪,以免磨損過快。
(2)磨削用量中背吃刀量ap、縱向進給量fr增大,則磨削熱增加,砂輪壽命會降低;提高砂輪圓周速度υs,可使單個磨粒的負荷減小,從而提高砂輪壽命。
(3)充分的切削液及合適的冷卻方式可提高砂輪壽命。
(4)提高工藝系統的剛性,則可減少振動,提高砂輪壽命。
