摘要:鑒于磨削過程中工件燒傷的問題一直困擾著產品的質量問題,從磨削燒傷的形成的機理、磨削燒傷的檢查方法、磨削燒傷的分級、磨削燒傷的避免措施、磨削燒傷的影響因素、磨削燒傷解決方法。讓我們從基礎對磨削燒傷形成認識、到對磨削燒傷的解決方法形成一整套的方案,其中:砂輪的選擇在磨削燒傷過程中非常重要。以避免我們生產中避免燒傷、遇到燒傷而找到合理的解決方法。適用于外圓磨燒傷、內圓磨燒傷、平面磨燒傷、端面磨燒傷、無心磨燒傷等磨削方式。
關鍵詞:磨削燒傷 燒傷砂輪的選擇 燒傷解決方法 燒傷原理 燒傷級別
一、定義:
磨削時,由于磨削區域的瞬時高溫(一般為900-1500℃)到相變溫度以上時,形成零件表層金相組織發生變化(大多表面的某些部分出現氧化變色),使表層金屬強度和硬度降低,并伴有殘余應力產生,甚至出現微觀裂紋,這種現象稱為磨削燒傷。
二、磨削燒傷機理:
當磨削表面產生高溫時,如果散熱措施不好,很容易在工件表面(從幾十um到幾百um)發生二次淬火及高溫回火。如果磨削工件表面層的瞬間溫度超過鋼種的AC1點,在冷卻液的作用下二次淬火馬氏體,而在表層下由于溫度梯度大,時間短,只能形成高溫回火組織,這就使在表層和次表層之間產生拉應力,而表層為一層薄而脆的二次淬火馬氏體,當承受不了時,將產生裂紋。
三、損傷的原因:
(1)熱處理的影響
a、殘余奧氏體 磨削時殘余奧氏體由于砂輪磨削時產生的熱和壓力而轉變,同時可能伴隨出現表面回火和磨削裂紋。殘余奧氏體量應控制在30%以內。
b、滲層碳濃度 滲層碳濃度過高,在滲層組織中容易形成網狀碳化物或過多的游離碳化物。由于這種物質極硬,在磨削過程中可能出現局部過熱傾向和發生表面回火。滲層碳濃度過高,會使工件表面產生過多的殘余奧氏體.從而導致燒傷和裂紋。因此,表面碳濃度增加,則降低了磨削性能,一般表面碳濃度應控制在0.75%-0.95%范圍以內。
c、碳化物分布及形態 碳化物分布應均勻,粒度平均直徑不大于lμm;碳化物形態應為球狀、粉狀或細點狀沿網分布,不允許有網狀或角狀碳化物。
d、脫碳 熱處理時.表面或環境保護不當會產生表面氧化,這樣在工件上就會產生一層薄的脫碳層,這層軟的脫碳層會引起砂輪過載或過熱,從而造成表面回火。
e、回火 在保證硬度的前提下,回火溫度盡可能高一些,回火時間盡可能長一些。這樣可以提高滲碳淬硬表面的塑性,而且使殘余應力得以平衡或降低.改善表面應力的分布狀況。這樣可以降低出現工件裂紋的機率,從而提高磨削工件的效率。
f、變形 應盡可能減少熱處理變形.這樣可以減小磨削余量。若熱處理變形過大,如果磨削操作不是在工件徑向圓跳動最大處開始磨削,則每次磨削在這些點上去除的磨削余量將是不正常的,從而導致燒傷及裂紋。。
四、磨削燒傷檢查方法:
1.觀色法
2.酸洗法
3.金相組織法
4.顯微硬度法
5.磁彈法
五、磨削燒傷的分級:
磨削燒傷有多種不同的分類方法。根據燒傷外觀不同,可分為全面燒傷(整個表面被燒傷)、斑狀燒傷(表面上出現分散的燒傷斑點)、均勻線條狀燒傷、周期線條狀燒傷;按表層顯微組織的變化可分為回火燒傷、淬火回火燒傷;還可根據燒傷深度分為淺燒傷(燒傷厚度<0.05mm)、中等燒傷(燒傷層厚度在0.005~0.01mm之間)、深度燒傷(燒傷層厚度>0.01mm)。在生產中,最常見的是均勻的是周期的線條狀燒傷。
由于在磨削燒傷產生時往往伴有表面氧化作用,而在零件表面生成氧化膜。又因為氧化膜的厚度不同而使其反射光線的干涉狀態不同;因此呈現出多種顏色。所以通常用磨削表面的顏色來判斷燒傷的程度,也就是“觀色法”對鋼件來說,隨燒傷的加強,顏色一般呈現白、黃(400-500℃)、褐、(800~900℃)、蘭(青)的變化。不同磨削深度下,加工表面的燒傷顏色和氧化膜厚度不同。
燒傷顏色僅反映了較嚴重的燒傷現象,而當零件表面顏色不變時,其表面組織也可能已發生了燒傷變化,這類燒傷通常不易鑒別,所以對零件使用性能危害更大。目前,人們為了更好地控制燒傷的程度,已根據表面組織的變化,對燒傷進行了分級,一般從0-8共分九級,其中,0級最輕,8級燒傷最嚴重。
六、預防磨削燒傷的措施
1.盡量減少磨削時產生的熱量。
2.盡量加速熱量的散發。
3.避免前道工序的影響。
七、磨削燒傷影響因素及解決方法
(一).磨削方式磨削條件的影響:
1.磨削余量過大。
2.合理的磨削參數設定,合理的選擇磨削用量。在磨削用量少時出現燒傷,應增大縱向進給速度:磨削量大時出現燒傷,應減少進給量,增加磨削次數。
3.工件轉速合理設定,過高或者過低都不太好。
4.磁力不足,工件停轉 調整磁力.
5.砂輪主軸振擺大 檢修主軸.
6.嚴格控制砂輪傳動系統及砂輪心軸的間隙,砂輪傳動帶松
緊調整合適。
7.工件和砂輪電機扭矩選用是否足夠。
(二)、砂輪的選擇問題:(詳見砂輪選擇篇)
1.砂輪材質選擇不當,砂輪的選擇最基本的砂輪磨料要與磨
削的工件皮配合理。
2.砂輪粒度偏細,砂輪粒度在滿足粗糙度要求的條件下選擇
粗號。
3. 砂輪硬度偏硬,選擇偏軟點的砂輪,提高砂輪的自銳性。
4. 砂輪組織過小(緊),選擇偏大、疏松的砂輪;以有利于
排屑,減少燒傷的發生機率。在一些情況下可以考慮使用
大氣孔砂輪。
5.對砂輪進行特殊的處理。
6.砂輪直徑過大,而磨削面積增大會引起燒傷;根據工件的
情況可以選擇砂輪直徑較小的砂輪,尤其適用于內圓磨
削。
7.對砂輪使用面進行開槽,這種磨削方式稱為“間斷式磨
削”,可以減少發熱及增加散熱的效果;也有利于充分排
屑。
8.砂輪鈍化,及時修整砂輪。
9.砂輪的平衡不好,必須對砂輪進行精細的平衡,以便砂輪
在工作時處于良好的平衡狀態。
10.砂輪保持持續的鋒利性。
(三)、砂輪的修整問題:
1.砂輪鈍化,及時修整砂輪。
2.砂輪修整的過細,使微刃切削性能降低;在滿足粗糙度的
工藝要求下,盡量讓砂輪修整的粗糙些。
3.砂輪修整器不銳利,使用砂輪修整器其它面進行修整,或
者進行修磨與更換。
4.可以讓砂輪的邊角進行修磨一下。
5.修整砂輪的金剛石支座必須牢固。
(四)、冷卻方面的問題:
普通冷卻方法
1.磨削液選擇不當,選擇合理的磨削液。一般選擇油性的磨
削液,降低了磨削區的溫度,會適當減少燒傷的發生。在
有條件的情況下選擇品牌的磨削液。
2.可在采取濕磨的情況下一定不采用干磨。
3.磨削液有效充分供給,不但要磨削區供給充足,而且壓力
要大;才可以讓溫度降低與充分排屑。
4.保持冷卻液的純凈。
5.保持冷卻液較低的溫度,從而可以降低磨削區的溫度,必
要時可使用散熱器。
6.磨削液噴嘴安放位置不妥,應使噴嘴盡可能靠近磨削區。
7.冷卻液噴嘴加裝空氣擋板。附圖
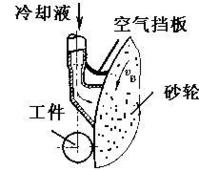
冷卻液噴嘴加裝空氣擋板
8.使用內冷卻砂輪:內冷卻法是將經過嚴格過濾的冷卻液通
過中空主軸引入砂輪的中空腔內。由于離心力的作用,將
切削液沿砂輪孔隙向四周甩出,直接冷卻磨削區。
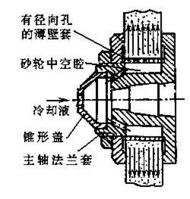
內冷卻砂輪結構
附:無心磨燒傷的一些原因及解決方法:
1.導輪轉速太低;增加導輪轉速。
2.磨削砂輪選擇不當:粒度太細、砂輪太硬、組織太緊;讓砂
輪粒度放粗、硬度放軟、組織疏松。
3.縱向進給量過大;減小導輪傾斜角。
4.在入口處磨得太多,工件前部出現燒傷;轉動導輪架。
5.在出口處磨得過多,使工件全部燒傷成螺旋線的痕跡;轉動
導輪架。
