ОЋУмФЅЯїЩАнаоећЗНЗЈгаЮСЃН№ЪЏаоећЁЂН№ЪЏЗлФЉ§НY(jiЈІ)аЭаоећЦїаоећМАН№ЪЏГЌТВЈаоећЕШЁЃ
1.ЮСЃН№ЪЏКЭН№ЪЏЗлФЉ§НY(jiЈІ)аЭаоећЦїаоећ
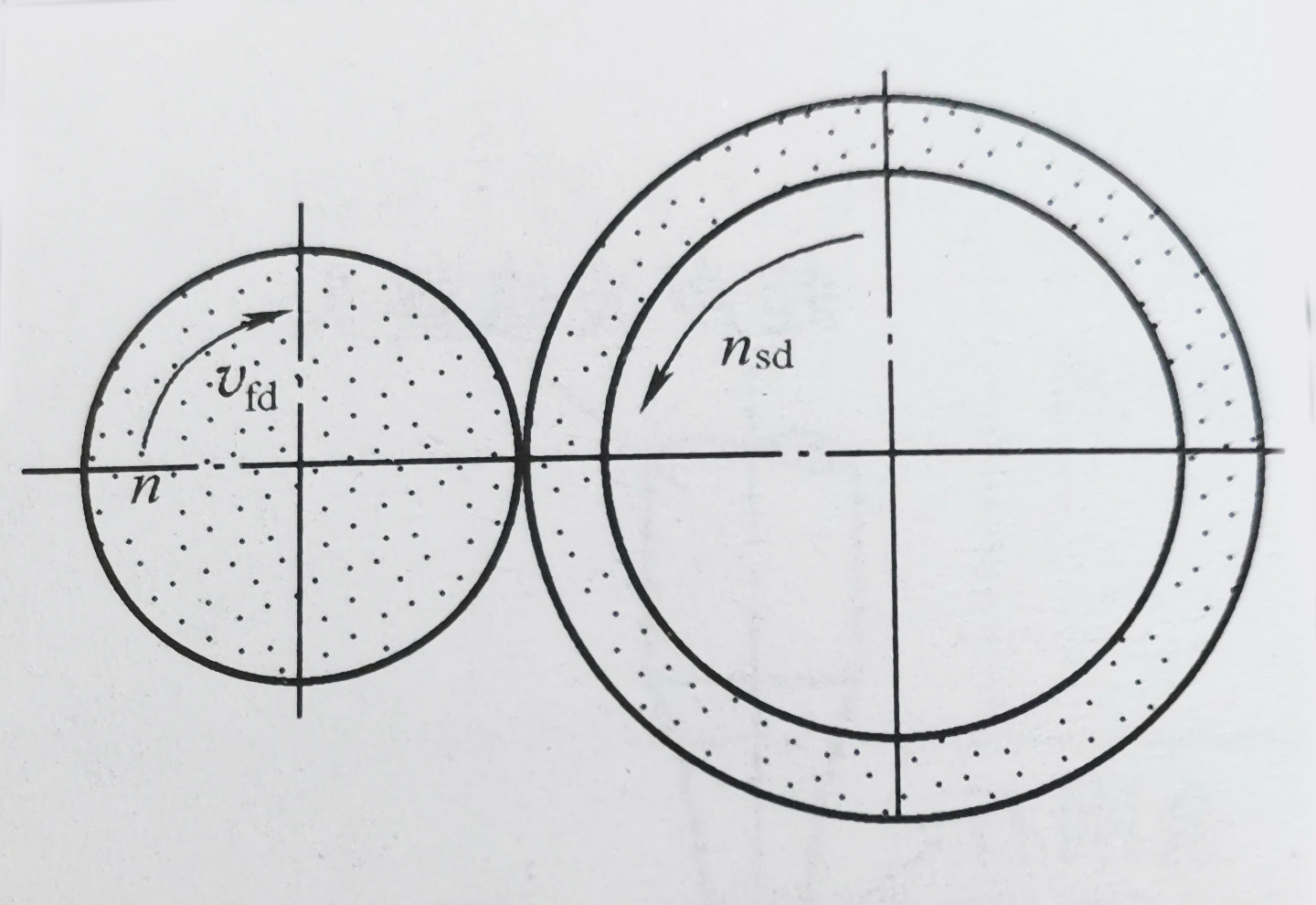
ЁЁЁЁаоећЧщrШчЯТDЫљЪОЃЌН№ЪЏКЯРэЕФэНЧКЭфJРћЕФМтЗхЪЧБЃзCЋ@ЕУЮЂШаЕФживЊlМўжЎвЛЁЃН№ЪЏэНЧвЛАуШЁ70Ёу~80ЁуЃЌЧвдкаоећп^(guЈА)ГЬжаЊ(yЈЉng)БЃГжМтНЧЕФфhРћЁЃН№ЪЏаоећЦїЕФАВбbИпЖШКЭНЧЖШr(shЈЊ)Н№ЪЏМтЗхЊ(yЈЉng)ЕЭгкЩАнжааФ1~2mmЃЌАВбbНЧщ10Ёу~15ЁуЁЃ

ОЋУмФЅЯїЩАнЕФаоећ
ЃЈaЃЉЮСЃН№ЪЏЁЂН№ЪЏЗлФЉ§НY(jiЈІ)аЭаоећЦїаое§ЩАн
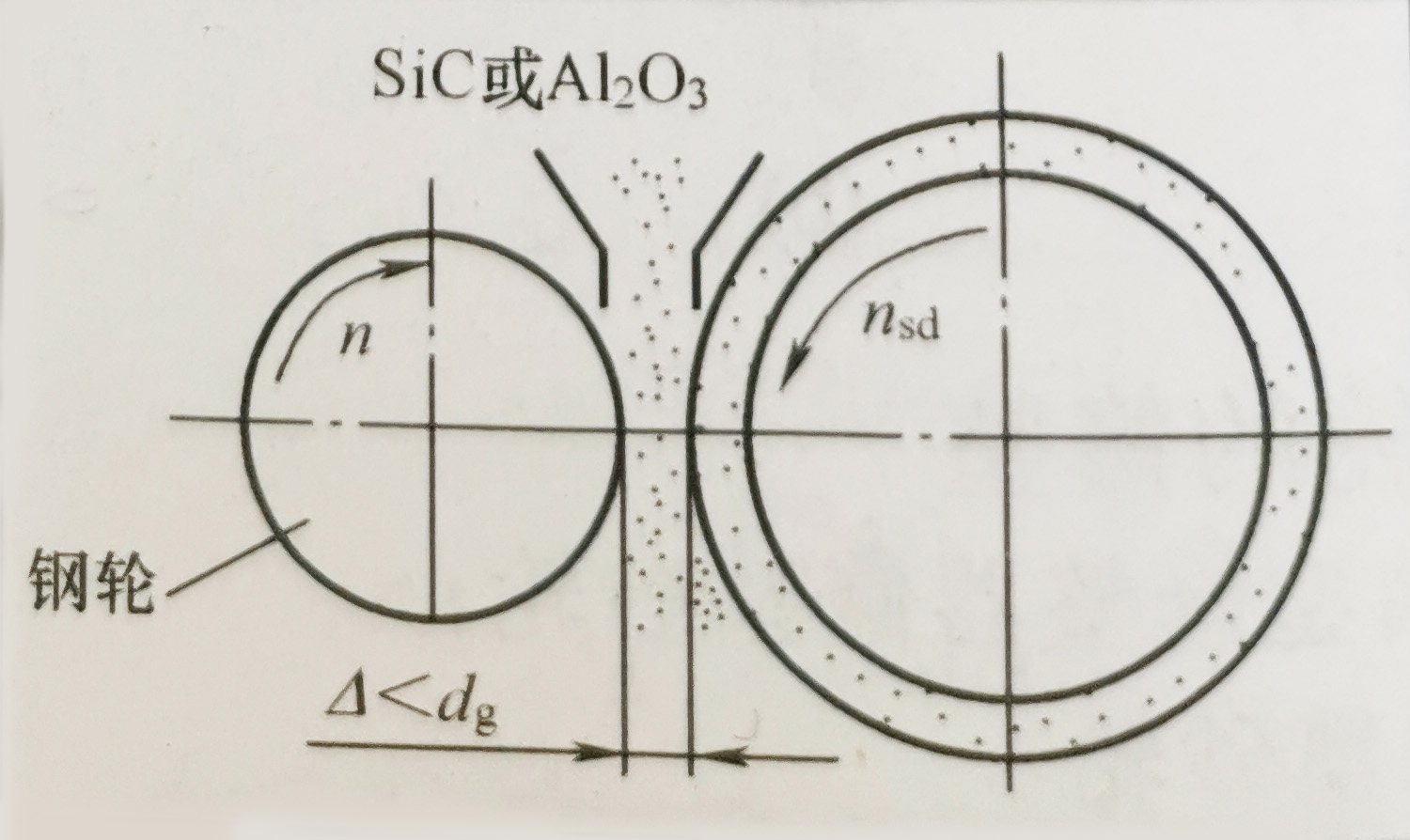
ЃЈbЃЉН№ЪЏГЌТВЈаоећЩАн
2.Н№ЪЏГЌТВЈаоећ
ЁЁЁЁГЌТВЈаоећгжЗжщНгг|ЗЈКЭУцНгг|ЗЈЁЃЖўепЕФ
^(qЈБ)eдкгкаоећЦїЕФэВПЃЌќc(diЈЃn)Нгг|r(shЈЊ)МтэЃЌУцНгг|r(shЈЊ)ЦНэЃЌЦНэУцНгг|аЇЙћКУвЛаЉЁЃаоећЧщrШчЩЯDЃЈbЃЉЫљЪОЁЃ
3.ГЌгВФЅСЃЩАнЕФаоећ
ЁЁЁЁаоећЭЈГЃАќРЈећаЮКЭаофJЁЃећаЮЪЧЪЙЩАнп_(dЈЂ)ЕНвЊЧѓЕФзКЮаЮ юКЭОЋЖШ;аофJЪЧШЅГ§ФЅСЃщgЕФНY(jiЈІ)КЯЉЃЌЪЙФЅСЃТЖГіНY(jiЈІ)КЯЉвЛЖЈИпЖШ(ФЅСЃГпДчЕФ1/3зѓгв)ЃЌаЮГЩЧаЯїШаЃЌФЅСЃщgПеЯЖвдШнМ{ЧааМЁЃ
ЁЁЁЁЦеЭЈЩАнећаЮКЭаофJПЩдквЛДЮаоећжаЭъГЩЃЌЖјГЌгВФЅСЃЩАнЃЌБиэЗжщЯШКѓЩ(gЈЈ)ЙЄађЁЃЯШгУН№ЪЏLнећаЮ;ШЛКѓІ(duЈЌ)ећаЮКѓаЮУцЙтЛЌЁЂФЅЯїадФмВюЕФЩАнпM(jЈЌn)аааофJЁЃ
ЁЁЁЁ(1)ГЌгВФЅСЯЩАнЕФаофJЗНЗЈЁЃвЛАуЪЙгУC(jЈЉ)аЕЗЈЃЌвВПЩгУыМгЙЄЗНЗЈЁЃ
ЁЁЁЁГЌгВФЅСЯЩАнЕФаофJЗНЗЈЃК
ЁЁЁЁ1) гУгёKаофJ

ЁЁЁЁаофJЬиќc(diЈЃn)ЃКгёФЅСЃХcГЌгВФЅСЃНгг|КѓЃЌгёФЅСЃБЛЦЦЫщЃЌІ(duЈЌ)ф(shЈД)жЌНY(jiЈІ)КЯЉЦ№ЧаЯїзїгУЃЌтgЛЏЕФГЌгВФЅСЃвђЪЇШЅНY(jiЈІ)КЯЉЕФАбГжЖјУТф
ЁЁЁЁзЂЃКаоећБэУцн^ДжВкЃЌЧаЯїФмСІ(qiЈЂng)ЃЌаЭУцОЋЖШЕЭ
ЁЁЁЁ2) гУЩАнФЅЯїЗЈ
ЁЁЁЁаофJЬиќc(diЈЃn)ЃКгУЦеЭЈЩАнаоећЃЌЖўепЫйЖШЯрЗТЃЌщСЫЬсИпаоећаЇТЪКЭОЋЖШЃЌПЩБMСПНЕЕЭГЌгВФЅСЃЩАнЫйЖШЃЌЖјпmЎ(dЈЁng)ЬсИпЦеЭЈЫйЖШ
ЁЁЁЁзЂЃКаоећБэУцДжВкЃЌФЅЯїадФмКУЃЌДЫЗЈзюК(jiЈЃn)Ю
ЁЁЁЁ3) вККЩАЗЈ

ЁЁЁЁаофJЬиќc(diЈЃn)ЃКвдЬМЛЏЙшЛђгёФЅСЃФИпЫй?lЈЄi)зьГіЃЌЩфдкоD(zhuЈЃn)г(dЈАng)ЕФЩАнБэУцЩЯЃЌФЖјШЅГ§ВПЗжНY(jiЈІ)КЯЉЃЌТуТЖЧаЯїШа
ЁЁЁЁзЂЃКзьАВбbНЧІС=5Ёу~15ЁуЃЌвЛАуЩфr(shЈЊ)щgМs30s
ЁЁЁЁ4) гУЦеЭЈФЅСЯКЭLнаофJ
ЁЁЁЁаофJЬиќc(diЈЃn)ЃКфнКЭГЌгВФЅСЯЩАнЕФAжмЫйЖШЯрЕШЃЌвРППЦеЭЈЬМЛЏЙшЛђгёФЅСЃDмГЌгВФЅСЯЩАнЃЌЪЙФЅСЃТЖГіНY(jiЈІ)КЯЉБэУц
ЁЁЁЁзЂЃКЩнщgЕФщgЯЖаЁгкЬМЛЏЙшЛђгёФЅСЃЕФжБНdg
ЁЁЁЁ5) вККЩфЗЈ
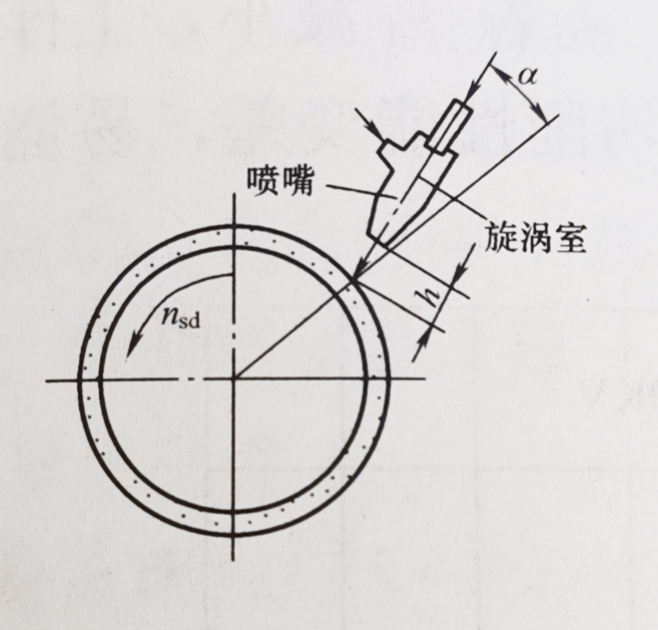
ЁЁЁЁаофJЬиќc(diЈЃn)ЃКгУИпКБУнГіЧаЯївКЃЌСїСПщ20L/minЃЌКСІщ150PaЁЃЎ(dЈЁng)ЧаЯївКпM(jЈЌn)Шыа§uЪвЃЌаЮГЩЕЭКЮќШыДѓСППетЃЌЬМЛЏЙшФЅСЃФп
ПзпM(jЈЌn)ШыХcЧаЯївКЛьКЯЃЌвдИпЫй?gЈАu)ФзьГ?/FONT>
ЁЁЁЁзЂЃКаофJЕФЩАнфhРћЃЌаЭУцОЋЖШн^КУЃЌаофJr(shЈЊ)щgЖЬЃЌзїгУНЧІСЁм10ЁуЃЌhвЫаЁаЉЃЌИљў(jЈД)Чщrе{(diЈЄo)ећ
ЁЁЁЁ6) ыЛ№ЛЈЗЈ
ЁЁЁЁаофJЬиќc(diЈЃn)ЃКРћгУыЛ№ЛЈЗХыЕФФмСПЃЌЂЩАнжаЕФНY(jiЈІ)КЯЉыЮgЕєЃЌФЖјаоећГЩаЮ
ЁЁЁЁзЂЃКгУгкЇ(dЈЃo)ыЕФЩАнЃЌаоећаЇТЪЕЭЃЌвЛАуЩйгУ
ЁЁЁЁ7) ыНтЗЈ
ЁЁЁЁаофJЗНЗЈЃКРћгУыНтМгЙЄЗНЗЈЃЌШЅГ§БэгЕФНY(jiЈІ)КЯЉЁЃГЌгВЩАнНге§OЃЌаоећЙЄОпнНги(fЈД)O
ЁЁЁЁзЂЃКгУгкЇ(dЈЃo)ыЩАнЃЌаоећаЇТЪИпЃЌЕЋОЋЖШЕЭ
ЁЁЁЁ(2)аоећФЅОпЕФпxёЁЃВЩгУЦеЭЈФЅСЯФЅОпаоећГЌгВФЅСЃЩАнr(shЈЊ)ЃЌаоећФЅОпЕФпxёв(jiЈЄn)ЯТБэ
аоећФЅЯїЕФпxё
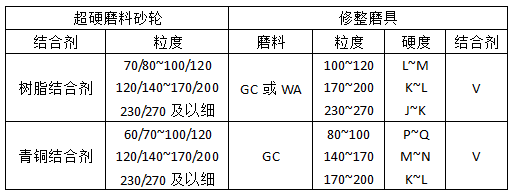
ЁЁЁЁзЂЃКаоећCBNЩАнr(shЈЊ)ЃЌаоећФЅОпЕФгВЖШвЫпxн^маЉЁЃ
ЁЁЁЁ(3) ФЅЯїЗЈаоећгУСПЁЃаоећнвЛАуВЩгУЦеЭЈФЅЯїЫйЖШ(300~35)m/sЃЌГЌгВФЅСЃЩАнЫйЖШЊ(yЈЉng)ЕЭаЉЃЌщ(15~25)m/sЁЃ
ЁЁЁЁФЅЯїаоећЕФБГГдЕЖСПЁЂДжаощ(0.02~0.04)mmЃЌОЋаощ0.01mmЁЃ
ЁЁЁЁаоећr(shЈЊ)Њ(yЈЉng)БMПЩФмВЩгУЧаЯївКЁЃ
4.ЩАнаоећгУСП
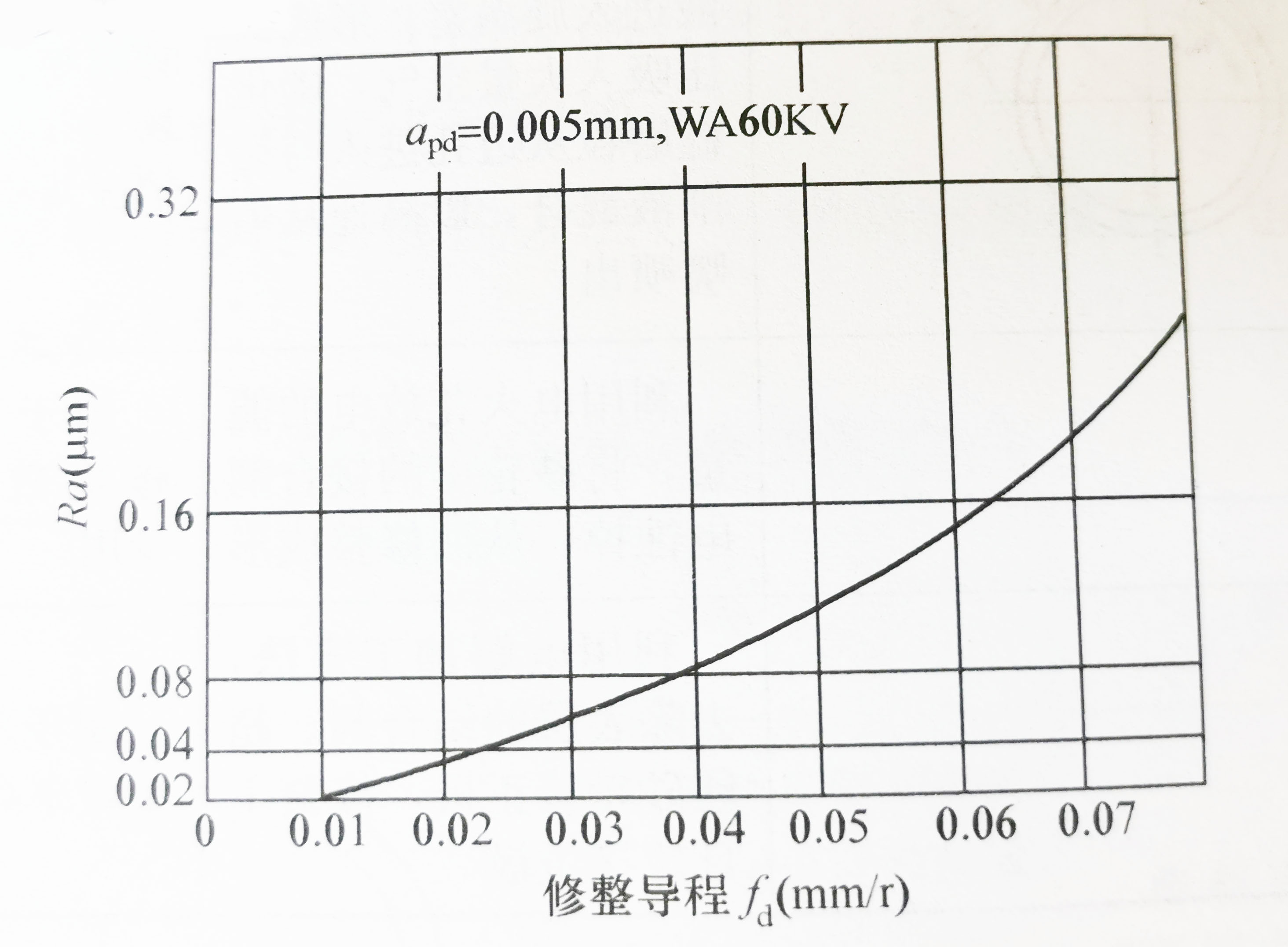
ЁЁЁЁ(1) аоећЇ(dЈЃo)ГЬ(ПvЯђпM(jЈЌn)НoСП)fdЁЃФЅСЃЕФЮЂШааЭКЭЮЂШаЕФЕШИпадХcfdгаУмЧаЕФъP(guЈЁn)ЯЕЃЌШчЯТDЫљЪОЃЌыSжјfdpаЁЃЌЙЄМўБэУцДжВкЖШ
ЂЕ(shЈД)жЕНЕЕЭ;ЕЋfdп^(guЈА)аЁЃЌЩАнЕФЧаЯїадФмзВюЃЌвз§ћЙЄМўКЭЎa(chЈЃn)ЩњТна§аЮЕШШБЯнЁЃ
аоећЇ(dЈЃo)ГЬ
ЁЁЁЁ(2) аоећБГГдЕЖСП(MЯђпM(jЈЌn)НoСП)apdЁЃapdІ(duЈЌ)МгЙЄБэУцДжВкЖШЕФгАэЪЧвЛжТЕФЃЌШчЯТDЫљЪОЁЃыSжјapdЕФpЩйЃЌЙЄМўБэУцДжВкЖШжЕНЕЕЭЁЃapdЕФКЯРэЗЖњЪЧОЋУмФЅЯїapdЁм0.005mm;ГЌОЋУмФЅЯїКЭчRУцФЅЯїapd=0.002~0.003mmЁЃ

аоећБГГдЕЖСП
ЁЁЁЁ(3) аоећДЮЕ(shЈД)ХcЙтаоДЮЕ(shЈД)ЁЃдкГЌОЋУмФЅЯїКЭчRУцФЅЯїr(shЈЊ)ЃЌЩАнФЅpн^аЁЃЌвЛАуаоШЅ0.05mmОЭФмЪЙЩАнЛжЭ(fЈД)ЧаЯїФмСІЁЃаоећПЩЗжщГѕаоКЭОЋаоЁЃГѕаоr(shЈЊ)fdКЭapdШЁДѓжЕЃЌж№ДЮпfpЃЌзюКѓвЛДЮПЩШЁfd=0.05mm/rЃЌapd=0.002~0.003mmЃЌОЋао2~3ДЮЁЃщСЫШЅГ§ЩАнЙЄзїУцЩЯ(gЈЈ)eЭЛГіЕФЮЂСЃЛђБЛН№ЪЏДђЫЩЖјгж](mЈІi)гаУТфЕФФЅСЃЃЌвЊпM(jЈЌn)ааo(wЈВ)MЯђпM(jЈЌn)НoЕФПvЯђзпЕЖЕФЙтаоЃЌЪЙЩАнБэУцЦНжБЃЌБмУтТна§аЮШБЯнЁЃЙтаоДЮЕ(shЈД)ВЛвЫЖрЃЌвЛДЮМДПЩЁЃ
