硬度
砂輪的硬度時指砂輪工件表面上的磨粒受外力作用時脫落的難易程度。磨粒容易脫落的砂輪,其硬度就低;反之,砂輪硬度就高。因此,砂輪硬度并不是指磨粒或結合劑本身的硬度,它與金屬硬度的概念不同。同一種磨粒,可以做出不同硬度的各種砂輪。影響砂輪硬度的主要因素是結合劑的性質、數量,砂輪中結合劑的數量越多,它的硬度越高。磨具成型時的密度也是影響磨具硬度的重要因素。磨具成型厚度偏差、成型料的干濕、單重稱量誤差等因素都將使磨具成型密度產生偏差。此外,磨具的燒結溫度以及燒結時間也影響磨具的硬度。在其他條件相同的情況下,成型密度大,燒結時間長、溫度高,磨具的硬度就高些;反之,硬度低。
砂輪的硬度對加工表面質量和磨削效率有顯著影響。砂輪的硬度高,磨粒不容易脫落,磨粒切削刃的等高性容易保持,所以加工的工件粗糙度低、精度高。但如果太硬,磨鈍了的磨粒仍然留在砂輪表面上掉不下來,不僅磨削效率降低,而且由于鈍化了的磨粒在工件表面上摩擦擠壓加劇,磨削力和磨削熱度顯著增大,使工件表面粗糙度上升,還容易產生燒傷、裂紋等缺陷。相反,如果砂輪的的硬度較低,磨鈍了的磨粒容易脫落,砂輪工作表面上經常保持著鋒利的磨粒,磨削效率提高,而且發熱量少,可以避免工件表面燒傷,但工件精度和表面粗糙度就差些,當硬度太低時,磨粒還處在鋒利狀態下就脫落,使砂輪很快失去正確的幾何形狀,工件精度難以控制,工件表面也容易被脫落的磨粒劃傷,致使表面粗糙度升高,同時磨削效率也將下降。
為了適應不同加工條件的需要,砂輪有多種硬度等級。GB/T2484-94規定磨具硬度代號由軟至硬的順序為:
A,B,C,D,E,F,G,H,J,K,L,M,N,P,Q,R,S,T,Y
下表是我國生產的砂輪硬度等級(國標)劃分表
砂輪硬度等級

注:在硬度小級中的數字1、2、3表示砂輪硬度增加的次序。數字大硬度高。
組織
砂輪組織是指砂輪中的磨料、結合劑、氣孔三者之間的體積關系。一般通過配方來控制。有時也在砂輪中加入一些高溫焙燒時易揮發物質經焙燒后形成氣孔。
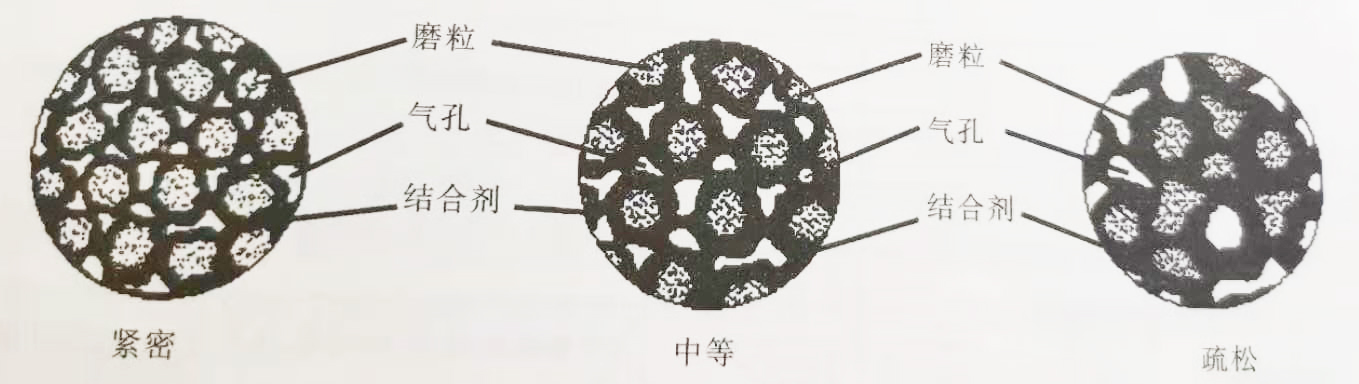
磨具組織的表示方法有兩種,一種是用砂輪體積中的磨料所占的體積百分比,也就是磨粒率來表示;另一種是用磨具中氣孔的數量和大小(即氣孔率)表示。通常用磨粒所占砂輪體積的百分比來表示砂輪組織號時,磨粒所占體積百分比大,磨粒間距就窄;反之,則寬。砂輪組織如下圖。砂輪組織號的劃分如下表所示。
砂輪的組織
砂輪的組織號

砂輪組織號的大小對磨削加工的生產效率和表面質量有著直接的影響。砂輪組織號大,單位體積內磨粒的含粒量少,磨粒之間的容屑空間大、排屑方便、砂輪不易堵塞,因而磨削效率高;在砂輪中的氣孔還可以將冷卻液或空氣帶入磨削區域,可降低磨削區域的溫度,減少工件發熱變形和燒傷。相反,如果砂輪組織號小,磨粒之間容屑空間小、排屑困難、砂輪易被堵塞,影響切削性能;但單位面積上磨粒數目增多,磨削時同時切削的磨粒數增加,因為砂輪的輪廓形狀易于保持 不變,對提高被加工的工件表面質量有一定效果,可提高工件加工的幾何精度和降低表面粗糙度。
