‘ӘУГМмИ»Ҫр„ӮКҜө¶ҫЯҢҰ·ЗиFЧеҪрҢЩј°·ЗҪрҢЩІДБПЯMРРі¬ҫ«ГЬЗРПчјУ№ӨКЗТ»·NЦШТӘөДі¬ҫ«ГЬјУ№Ө·Ҫ·ЁЎЈТтҙЛЈ¬ҝШЦЖҪр„ӮКҜө¶ҫЯөДҺЧәОРО оЈ¬УИЖдКЗө¶ҫЯИРҝЪ°лҸҪ…ў”өҢҰі¬ҫ«јУ№ӨұнГжЩ|БҝөДУ°н‘ҫНп@өГУИһйЦШТӘЎЈ
ДҝЗ°ҮшлHЙПңyБҝҒҶОўГЧјүИРҝЪ°лҸҪөДНЁУГ·Ҫ·ЁКЗ’ЯГилҠЧУп@ОўзRЈЁSEMЈ©ңyБҝ·ЁЎЈҪьДкҒнЈ¬лSЦшјУ№Өҫ«¶ИөДІ»”аМбёЯЈ¬јУ№Өі¬ҫ«ұнГжЛщУГөДө¶ҫЯИРҝЪ°лҸҪНщНщРЎУЪ0Ј®1ҰМmЈ¬Т»°гјsһйҺЧК®ј{ГЧЎЈУГSEMУ^ңyҰСЈј100nmөДИРҝЪ°лҸҪ•rЈ¬УЙУЪ·ЦұжБҰІ»үтЈ¬ҲDПсЯ…ҫүұИЭ^ДЈәэЈ¬лyТФҢҚ¬FңКҙ_ңyБҝЈ»¶шЗТУЙУЪИРҝЪұнГжеғБЛТ»ҢУәс¶ИІ»ҙ_¶ЁөДҢ§лҠҪрҢЩДӨЈ¬К№У^ңyҪY№ыҙжФЪЭ^ҙуХ`ІоЈ»ҙЛНвЈ¬SEM·ЁІ»ЯmУГУЪҢҚ•rңyБҝЎЈ
һйБЛңКҙ_ңyБҝј{ГЧјүөДИРҝЪ°лҸҪЈ¬°ЛК®ДкҙъД©ЖЪЈ¬ҮшНвҢWХЯҢҰі¬ОўИРҝЪңyБҝјјРgЯMРРБЛҙуБҝСРҫҝЈ¬ПИәуМбіцБЛТ»Р©РВөДңyБҝ·Ҫ·ЁЈ¬ИзУЎДӨ·ЁЎўЗРРј·ЁЎўёДЯMөДSEM·ЁөИЎЈө«Я@Р©·Ҫ·ЁҫщһййgҪУңyБҝЈ¬ңyБҝҫ«¶ИәЬлyЯ_өҪј{ГЧјүЎЈлSЦшФӯЧУБҰп@ОўзRЈЁAFMЈ©ФЪ№ӨҳIоIУтөД‘ӘУГЦрІҪ”UҙуЈ¬ҫЕК®ДкҙъЈ¬Т»Р©ҢWХЯМбіцБЛ‘ӘУГФӯЧУБҰп@ОўФӯАнңyБҝҪр„ӮКҜө¶ҫЯИРҝЪ°лҸҪөД·Ҫ·ЁЈЫ5Ј¬6ЈЭЈ¬ңyБҝ·Ҫ·ЁКЗҢўҪр„ӮКҜө¶ҫЯҙ№Цұ°І·ЕФЪAFMМҪбҳПВөД¶юҫS№ӨЧчЕ_ЙПЈ¬К№ө¶ИРО»УЪМҪбҳөДХэПВ·ҪЈ¬МҪбҳҙ№ЦұУЪИРҝЪЯMРР’ЯГиЈ¬јҙҝЙөГөҪИРҝЪөДAFM’ЯГиҲDПсЎЈө«ОД«IЈЫ5ЈЭЎў[6] ЦРҫщОҙҪoіцИРҝЪ°лҸҪөДңКҙ_ңyБҝЦөЈ¬ТІОҙҢҰңyБҝХ`ІоЯMРР·ЦОцЎЈһйҙЛЈ¬ОТӮғ‘ӘУГҮш®aAFMЯMРРБЛЯ@Т»ңyБҝөДФҮтһСРҫҝЈ¬өГөҪБЛИРҝЪ’ЯГиҲDПуәНТ»ҪMИРҝЪҪШГжЧшҳЛЦөЎЈ
Т»ЎўңyБҝФӯАн
1Ј®AFM№ӨЧчФӯАн
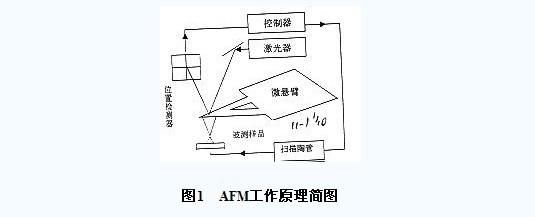
AFMАыУГТ»ӮҖТ»¶Л№М¶ЁЈ¬БнТ»¶ЛСbУРМҪбҳөДҸ—РФОў‘ТұЫҒнҷzңyҳУЖ·ұнГжРФЩ|ј°МШХчЈЫ7ЈЭЎЈ®”·ЗіЈјвдJөДМҪбҳЕcұ»ңyҳУЖ·ұнГжҫалxәЬҪУҪь•rЯMРР’ЯГиЈ¬ҙЛ•rЈ¬ЕcПа»ҘҫалxУРкPөДбҳјвЕcҳУЖ·ұнГжйgөДПа»ҘЧчУГБҰҢўК№Оў‘ТұЫ®aЙъҸқЗъЧғРОЈ¬УГТ»КшјӨ№вХХЙдОў‘ТұЫұіГжЈЁИзҲD1ЛщКҫЈ©Ј¬НЁЯ^О»ЦГҷzңyЖчҷzңyјӨ№в·ҙЙдьcО»ЦГөДЧғ»ҜЈ¬јҙҝЙөГөҪМҪбҳ’ЯГи•rҳУЖ·ұнГжөДМШХчЧғ»ҜЎЈ’ЯГиДЈКҪТ»°гУРИэ·NЈ¬јҙҪУУ|КҪЎў·ЗҪУУ|КҪәНЭpЗГКҪЈ¬ОТӮғК№УГөДAFM№ӨЧчФЪҪУУ|ДЈКҪПВЈ¬јҙбҳјвЕcҳУЖ·ҪУУ|’ЯГиЈ¬¶юХЯФӯЧУөДлҠЧУФЖЦШҜBІў®aЙъ10Јӯ8Ў«10Јӯ11өДҺмҒцЕЕівБҰ.
2Ј®УГAFMңyБҝө¶ҫЯИРҝЪ
ңyБҝСbЦГЦчуwһйCSPMЈӯ930РНФӯЧУБҰп@ОўзRЈ¬…ўТҠҲD2ЎЈҪр„ӮКҜө¶ҫЯө¶о^оwБЈ5ХіЩNФЪО»УЪ’ЯГиМХ№Ь3ЙП·ҪөДҳУЖ·Е_4ЙПЈ¬ө¶ҫЯоAПИУГҫЖҫ«ЗеПҙІўУГЗеқҚөДҝХҡвҙөёЙЈ¬ұ»ңyө¶ҫЯө¶ИРҙ№ЦұПтЙПХэҢҰМҪбҳ6ЎЈңyБҝЗ°Ј¬ҝШЦЖПөҪyІЩҝvІҪҫаҪЗһй0Ј®3ЎгөДҫ«ГЬлҠҷCҢҚ¬FМҪбҳөДОўЯMҪoЈ¬®”МҪбҳұЖҪьұ»ңyө¶ҫЯ•rЈ¬ҫЫҪ№ФЪОў‘ТұЫЙПөДјӨ№вКш·ҙЙдөҪ№вО»ЦГҷzңyЖч10ЙПЈ¬Оў‘ТұЫЧғРОБҝҢўУЙҷzңyЖчЛДӮҖПуПЮЦРөДҸҠ¶ИІоЦөөГөҪЈ¬®”ҸҠ¶ИІоЦө°lЙъЧғ»Ҝ•rЈ¬ХfГчТСНкіЙМҪбҳөДұЖҪьЈ¬ІҪЯMлҠҷCЧФ„УНЈЦ№ЎЈө¶ҫЯө¶ИРөДҢҰңКј°МҪбҳөДұЖҪьҫщҝЙНЁЯ^п@Оў”zПсПөҪy11ФЪұOТ•ЖчЙПУ^ІмЎЈ
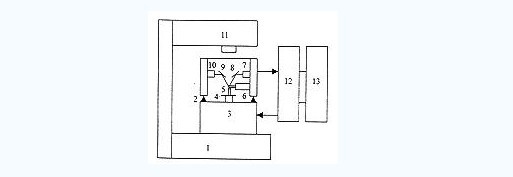
1Ј®»щЧщЎЎ2Ј®ОўЯMҪoСbЦГЎЎ3Ј®’ЯГиМХ№ЬЎЎ4Ј®ҳУЖ·Е_
5Ј®ұ»ңyө¶ҫЯЎЎ6Ј®МҪбҳј°Оў‘ТұЫЎЎ7Ј®јӨ№вЖчЎЎ8Ј®З°·ҙЙдзR
9Ј®әу·ҙЙдзRЎЎ10Ј®О»ЦГҷzңyЖчЎЎ11Ј®п@Оў”zПсПөҪy
12Ј®ҝШЦЖПөҪyЎЎ13Ј®ЦчҝШУӢЛгҷC
ҲD2ЎЎAFMңyБҝҪр„ӮКҜө¶ҫЯИРҝЪ»щұҫФӯАн
ңyБҝ•rЈ¬’ЯГиМХ№Ь3ІЙУГҳУЖ·’ЯГи·ҪКҪЯMРР’ЯГиЈ¬·ҙрҒПөҪyёщ“юҷzңyЖчлҠүәөДЧғ»ҜЈ¬НЁЯ^Пт’ЯГиМХ№Ь3јУҪoZ·ҪПтлҠүәҒнІ»”аХ{Хыұ»ңyө¶ҫЯөДZПтО»ЦГЈ¬ТФұЈіЦбҳјвЕcө¶ҫЯөДЧчУГБҰәг¶ЁЈ¬УӣдӣПВөДZПтлҠүәТФј°ҢҰ‘ӘјУҪoМХ№Ь3өДXПтј°YПтлҠүәЈЁ·Ц„eуw¬FXПтәНYПтөД’ЯГиО»ЦГЈ©НЁЯ^ҲDПуМҺАніМРтөДМҺАнЈ¬јҙҝЙөГөҪұ»ңyҳУЖ·ЎӘЎӘө¶ҫЯИРҝЪөДҝХйgИэҫSРОГІЎЈ
¶юЎўңyБҝ”ө“юј°·ЦОц
1Ј®ңyБҝ”ө“ю
ЯxИЎғxЖч…ў”өЈәScanGainЈҪ30Ј¬VGainЈҪ1Ј¬IGainЈҪ5ЎЈ
’ЯГиөГөҪөДҲDПуҪӣ”ө“юЮD“QЈ¬ЧғһйWINDOWSПВөДBMPҲDРООДјюЈ¬ИзҲD3ЛщКҫЎЈ
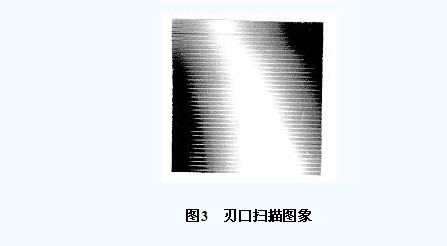
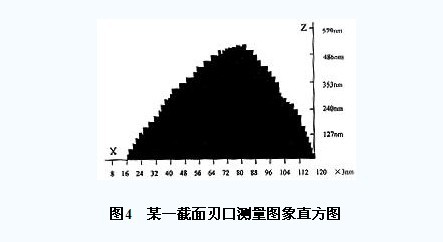
ҙЛ’ЯГиҲDПуҪӣҲDРОМҺАніМРтМҺАнЈ¬өГөҪИзПВҲDРО…ў”өЈәZminЈҪЈӯ810Ј¬ZmaxЈҪ919Ј¬timesЈҪ13Ј®00ЎЈДіТ»ҪШГжёчьcөДZЦөҪӣҲDРОМҺАніМРтМҺАнәуөГөҪөДЦұ·ҪҲDИзҲD4ЛщКҫЎЈ
2Ј®ңyБҝ”ө“ю·ЦОц
ЯxИЎИРҝЪ°лҸҪҰСЧчһйФu¶ЁИРҝЪдhАы¶ИөД…ў”өЎЈёщ“юө¶ҫЯИРҝЪҺЧәОҪЗ¶ИЈЁЗ°ҪЗ0ЎгЈ¬әуҪЗ7ЎгЈ©Ј¬ФЪЦұ·ҪҲD»щөAЙПҪЁБўXZЦұҪЗЧшҳЛПөЎЈИРҝЪҪШГжРО оКЗУЙЗъҫҖҲA»ЎәНғЙӮҖЦұҫҖ¶ОЯBҪУ¶шіЙЈ¬ҢҰҲA»Ў¶ОөДңyБҝ”ө“юЯMРРЧоРЎ¶юіЛМҺАнЈ¬ҝЙөГөҪҲAРДЧшҳЛәН°лҸҪRЦөЎЈІЙУГҢўҲA·ҪіМЮD“Qһй¶юФӘҫҖРФ·ҪіМөД·Ҫ·ЁЈЁјҙЗъҫҖёДЦұ·ЁЈ©ЈЫ8ЈЭЈ¬ҪӣУӢЛгөГҰСЈҪ120nmЈ¬ЖдУӢЛгХ`ІоeЈҪ11nmЎЈ
3Ј®Х`Іо·ЦОц
ЈЁ1Ј©Тт№вВ·Х`ІоәНО»ЦГҷzңyЖчХ`ІоТэЖрөДҲDПуХ`ІоәЬРЎЈ¬Т»°гјsһй1nmЈ»
ЈЁ2Ј©XOZЖҪГжЕcYПтөДІ»ҙ№Цұ¶ИХ`ІоЧоҙуһй5nmЈ»
ЈЁ3Ј©УӢЛгХ`Іоһй12nmЈ»
ЈЁ4Ј©МҪбҳ°лҸҪФміЙөДҲDПу»ыЧғХ`Іојsһй2nmЈ»
ңyБҝҝӮХ`ІоһйТФЙПЛДн—Х`ІоөДЖҪ·ҪәНёщЈ¬јsһй13nmЎЈ
ИэЎўҪYЎЎХ“
ЕcӮчҪyөДSEMңyБҝ·ЁПаұИЈ¬AFMңyБҝ·ЁІЩЧчәҶұгЈ¬”ө“юҝЙҝҝЈ¬ІўҝЙҢҚ¬FҢҚ•rңyБҝЈ¬КЗТ»·NЭ^АнПлөДөДИРҝЪдhдJЭҶАӘңyБҝ·ЁЎЈҙЛ·Ҫ·ЁЯҖРиЧцИзПВёДЯMЈә
ЈЁ1Ј©УЙУЪИРҝЪҢҰңКұИЭ^А§лyЈ¬РиФцјУТ»МЧйLОпҫаөД·ЕҙуПөҪyҒнҢҚ¬FМҪбҳөДГйңКЈ»
ЈЁ2Ј©УЙУЪғxЖчұҫЙнПЮ¶ЁһйҳУЖ·’ЯГи·ҪКҪЈ¬ЯҖҹo·ЁҢҚ¬FҙуіЯҙзҳУЖ·өДңyБҝЈ¬ИфҢўғxЖчёДСbһйМҪбҳ’ЯГи·ҪКҪЈ¬„tҝЙҢҚ¬FЖдЛьоҗРНө¶ҫЯөДҙуіЯҙзҳУЖ·’ЯГиЈ»
ЈЁ3Ј©ИРҝЪФu¶ЁАнХ“ЯҖРиЯMТ»ІҪНкЙЖЎЈ
