(一)立方氮化硼砂輪磨削特點
(1) 熱穩定性好。其耐熱性(1250~135℃)比金剛石(800℃)高。
(2) 化學惰性強。不易和鐵族元素產生化學反應,故適于加工硬而韌的金屬材料及高溫硬度高、熱傳導率低的材料。
(3) 耐磨性好。對于合金鋼磨削其磨耗僅是金剛石砂輪的(1/3)~(1/5),是普通砂輪的1/100,CBN砂輪壽命長,有利于實現加工自動化。
(4) 磨削效率高。在加工硬質合金及非金屬硬材料時,金剛石砂輪優于CBN砂輪;但加工高速鋼、耐熱鋼、模具鋼等合金鋼時,CBN砂輪特別適合,其金屬切除率是金剛石砂輪的10倍。
(5) 加工表面質量高,無燒傷和裂紋。
(6) 加工成本低。雖然CBN砂輪價格昂貴,但加工效率高,表面質量好、壽命、容易控制尺寸精度,所以綜合成本低。
(二)立方氮化硼砂輪磨削用量
1.砂輪速度
CBN砂輪可比金剛石砂輪磨削速度高一些,以充分發揮CBN砂輪的切削能力。國產CBN砂輪推薦速度見下表。
表1 立方氮化硼砂輪磨削速度
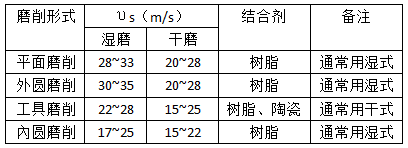
隨著砂輪的速度提高,砂輪的磨耗降低,磨削比增大,加工表面粗糙度降低,所以,在機床、砂輪等加工條件的許可前提下,CBN砂輪有采用高速磨削的趨勢。例如青銅結合劑砂輪,速度可達(45~60)m/s,切斷砂輪(寬度>8mm)磨削速度達80m/s。
2.背吃刀量
背吃刀可參考表2和表3.CBN砂輪磨粒比較鋒利,砂輪自銳性較好,所以背吃刀量可略大于金剛石砂輪。
表1 按粒度及結合劑選擇背吃刀量
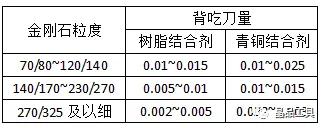
表2 按磨削方式選擇背吃刀量

3.工件速度和進給速度
工件速度對磨削效果影響較小,一般在(10~20)m/min范圍選擇。采用細粒度砂輪精磨時,可適當提高工件速度。軸向進給速度或軸向進給量一般在(0.45~1.8)m/min范圍,粗磨時選大值,精磨時選小值。
