精密磨削砂輪修整方法有單粒金剛石修整、金剛石粉末燒結型修整器修整及金剛石超聲波修整等。
1.單粒金剛石和金剛石粉末燒結型修整器修整
修整情況如下圖所示,金剛石合理的頂角和銳利的尖峰是保證獲得微刃的重要條件之一。金剛石頂角一般取70°~80°,且在修整過程中應保持尖角的鋒利。金剛石修整器的安裝高度和角度時金剛石尖峰應低于砂輪中心1~2mm,安裝角為10°~15°。

精密磨削砂輪的修整
(a)單粒金剛石、金剛石粉末燒結型修整器修正砂輪
(b)金剛石超聲波修整砂輪
2.金剛石超聲波修整
超聲波修整又分為接觸法和面接觸法。二者的區別在于修整器的頂部,點接觸時尖頂,面接觸時平頂,平頂面接觸效果好一些。修整情況如上圖(b)所示。
3.超硬磨粒砂輪的修整
修整通常包括整形和修銳。整形是使砂輪達到要求的幾何形狀和精度;修銳是去除磨粒間的結合劑,使磨粒露出結合劑一定高度(磨粒尺寸的1/3左右),形成切削刃,磨粒間空隙以容納切屑。
普通砂輪整形和修銳可在一次修整中完成,而超硬磨粒砂輪,必須分為先后兩個工序。先用金剛石滾輪整形;然后對整形后形面光滑、磨削性能差的砂輪進行修銳。
(1)超硬磨料砂輪的修銳方法。一般使用機械法,也可用電加工方法。
超硬磨料砂輪的修銳方法:
1) 用剛玉塊修銳

修銳特點:剛玉磨粒與超硬磨粒接觸后,剛玉磨粒被破碎,對樹脂結合劑起切削作用,鈍化的超硬磨粒因失去結合劑的把持而脫落
注:修整表面較粗糙,切削能力強,型面精度低
2) 用砂輪磨削法
修銳特點:用普通砂輪修整,二者速度相仿,為了提高修整效率和精度,可盡量降低超硬磨粒砂輪速度,而適當提高普通速度
注:修整表面粗糙,磨削性能好,此法最簡單
3) 液壓噴砂法

修銳特點:以碳化硅或剛玉磨粒從高速噴嘴噴出,噴射在轉動的砂輪表面上,從而去除部分結合劑,裸露切削刃
注:噴嘴安裝角α=5°~15°,一般噴射時間約30s
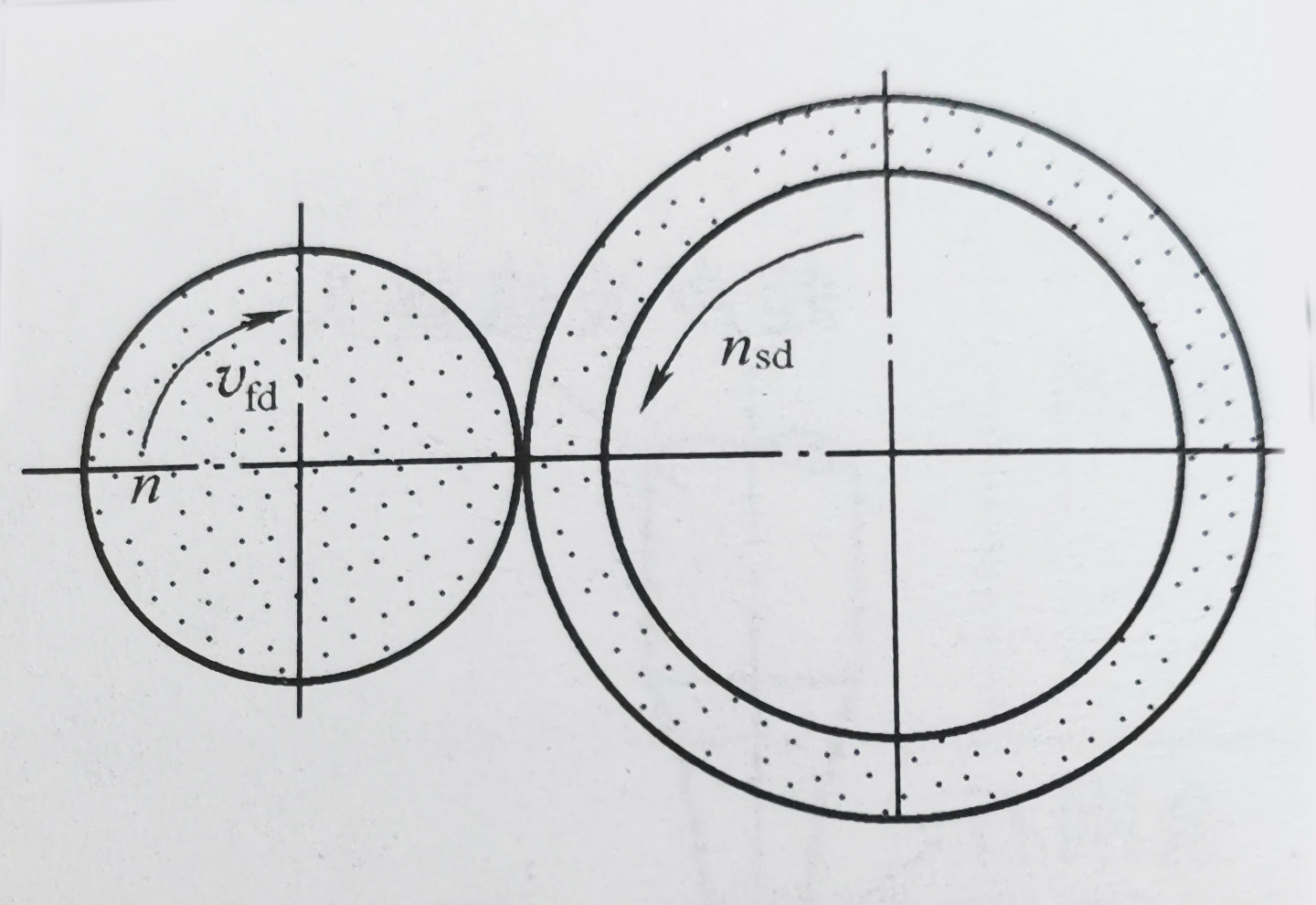
4) 用普通磨料和剛滾輪修銳
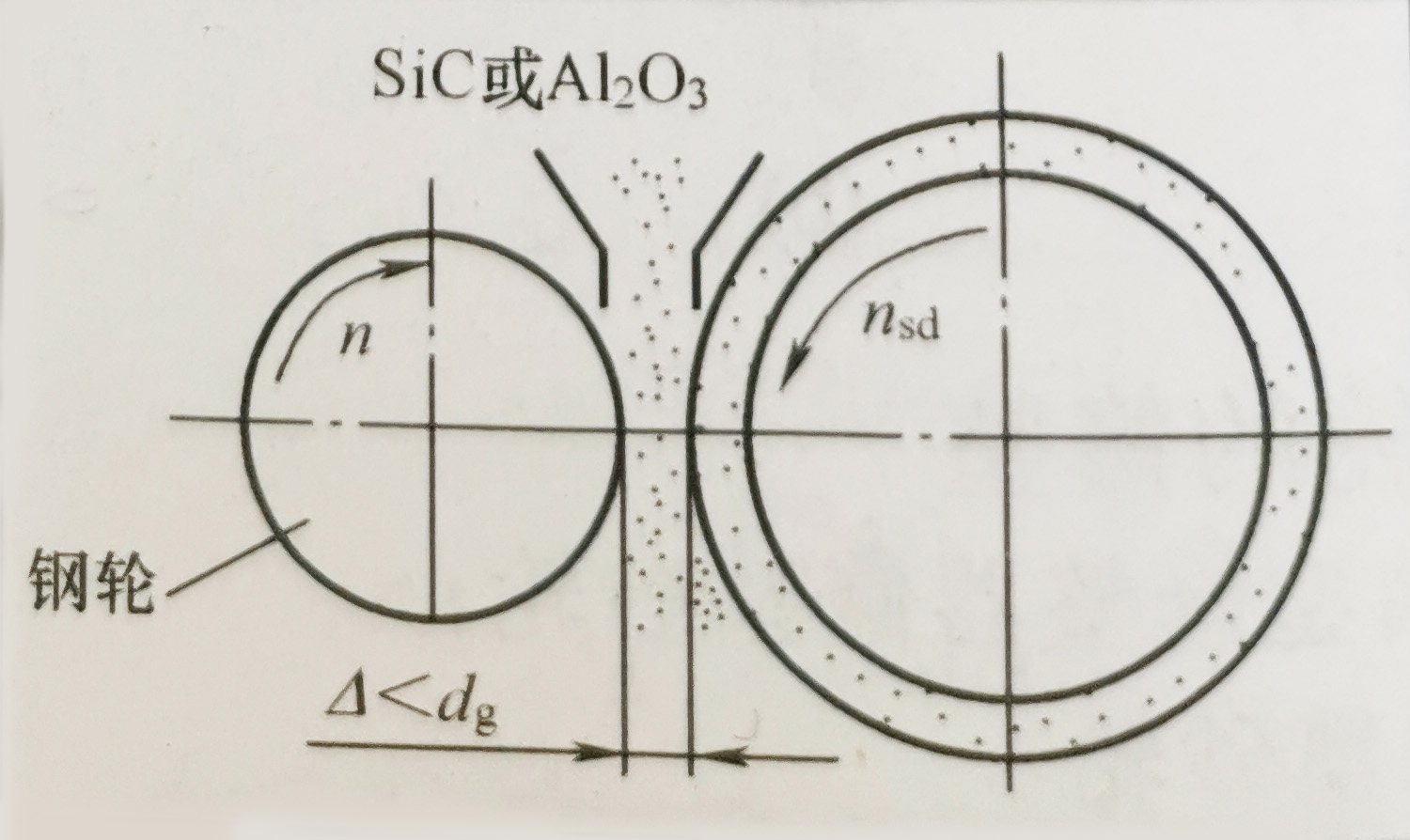
修銳特點:鋼輪和超硬磨料砂輪的圓周速度相等,依靠普通碳化硅或剛玉磨粒擠軋超硬磨料砂輪,使磨粒露出結合劑表面
注:兩輪間的間隙小于碳化硅或剛玉磨粒的直徑dg
5) 液壓噴射法
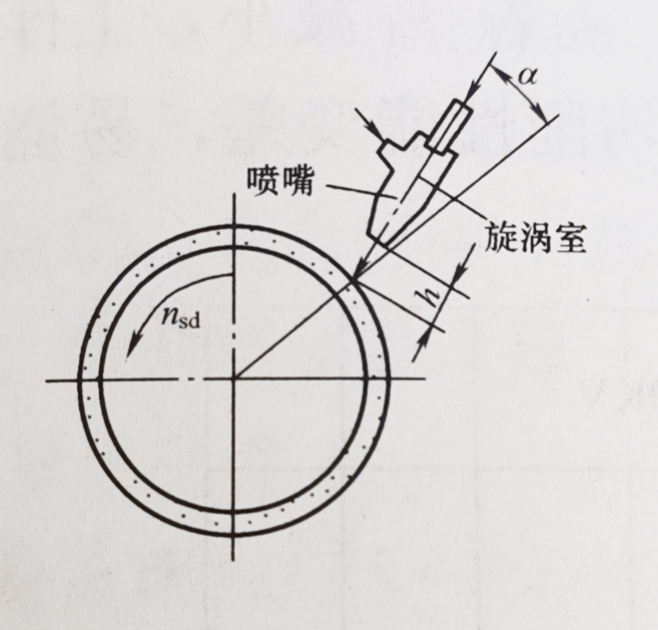
修銳特點:用高壓泵輸出切削液,流量為20L/min,壓力為150Pa。當切削液進入旋渦室,形成低壓吸入大量空氣,碳化硅磨粒從邊孔進入與切削液混合,以高速從噴嘴噴出
注:修銳的砂輪鋒利,型面精度較好,修銳時間短,作用角α≤10°,h宜小些,根據情況調整
6) 電火花法
修銳特點:利用電火花放電的能量,將砂輪中的結合劑電蝕掉,從而修整成形
注:用于導電的砂輪,修整效率低,一般少用
7) 電解法
修銳方法:利用電解加工方法,去除表層的結合劑。超硬砂輪接正極,修整工具輪接負極
注:用于導電砂輪,修整效率高,但精度低
(2)修整磨具的選擇。采用普通磨料磨具修整超硬磨粒砂輪時,修整磨具的選擇見下表
修整磨削的選擇
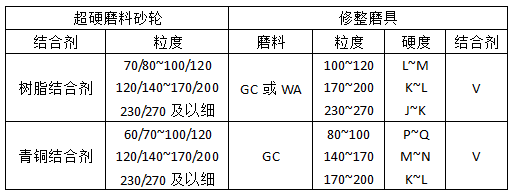
注:修整CBN砂輪時,修整磨具的硬度宜選較軟些。
(3) 磨削法修整用量。修整輪一般采用普通磨削速度(300~35)m/s,超硬磨粒砂輪速度應低些,為(15~25)m/s。
磨削修整的背吃刀量、粗修為(0.02~0.04)mm,精修為0.01mm。
修整時應盡可能采用切削液。
4.砂輪修整用量
(1) 修整導程(縱向進給量)fd。磨粒的微刃型和微刃的等高性與fd有密切的關系,如下圖所示,隨著fd減小,工件表面粗糙度參數值降低;但fd過小,砂輪的切削性能變差,易燒傷工件和產生螺旋形等缺陷。
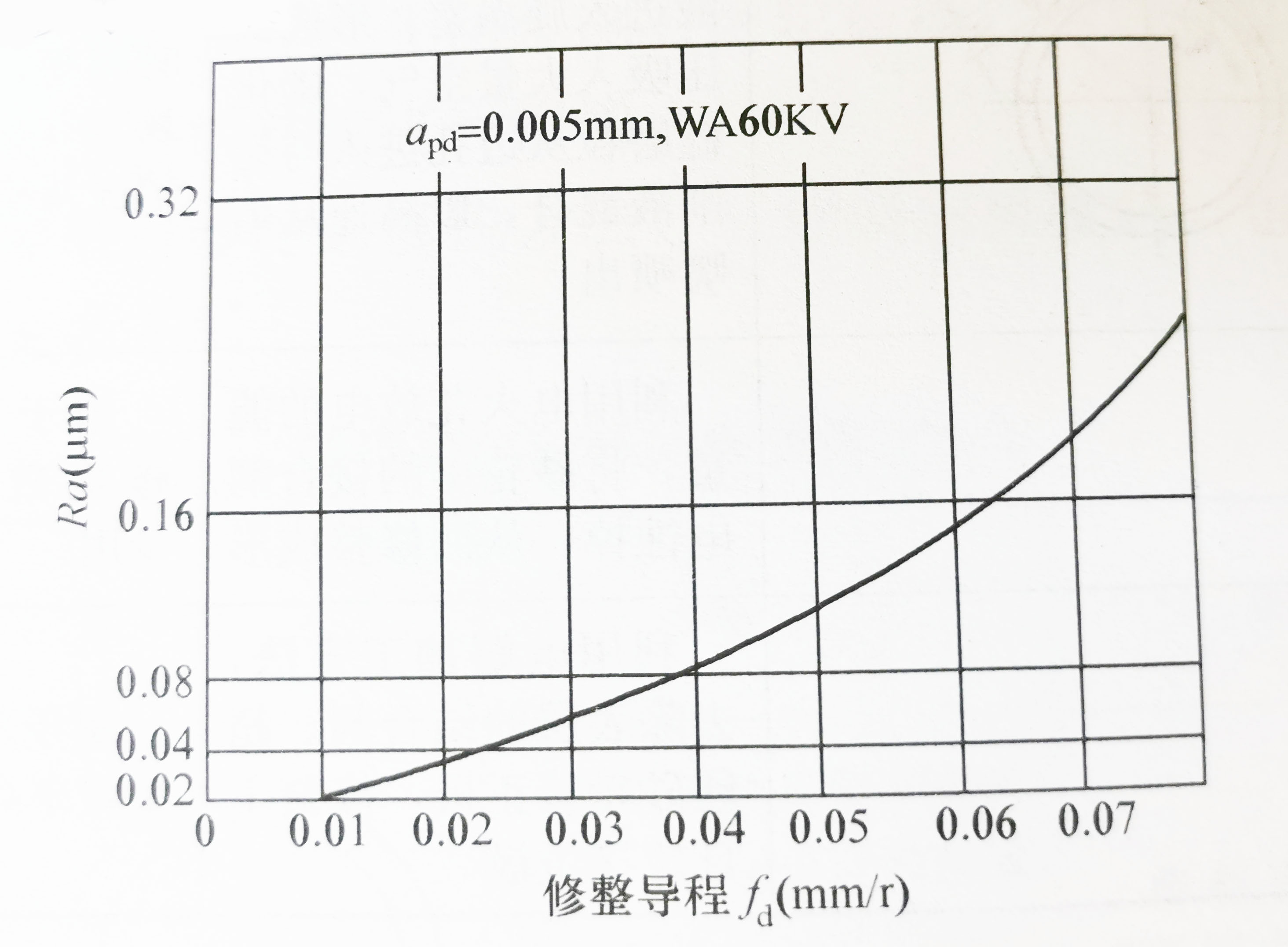
修整導程
(2) 修整背吃刀量(橫向進給量)apd。apd對加工表面粗糙度的影響是一致的,如下圖所示。隨著apd的減少,工件表面粗糙度值降低。apd的合理范圍是精密磨削apd≤0.005mm;超精密磨削和鏡面磨削apd=0.002~0.003mm。

修整背吃刀量
(3) 修整次數與光修次數。在超精密磨削和鏡面磨削時,砂輪磨損較小,一般修去0.05mm就能使砂輪恢復切削能力。修整可分為初修和精修。初修時fd和apd取大值,逐次遞減,最后一次可取fd=0.05mm/r,apd=0.002~0.003mm,精修2~3次。為了去除砂輪工作面上個別突出的微粒或被金剛石打松而又沒有脫落的磨粒,要進行無橫向進給的縱向走刀的光修,使砂輪表面平直,避免螺旋形缺陷。光修次數不宜多,一次即可。
