ĪĪĪĪŻ©ę╗Ż®ā╚łA╔░▌åĄ─▀xō±
ĪĪĪĪā╚łA╔░▌åą╬ĀŅĄ─▀xō±╝░░▓čb
ĪĪĪĪŻ©Č■Ż®╔░▌åĮėķL▌S
ĪĪĪĪ╔░▌åĮėķL▌S×ķ╔░▌å┼c─źŅ^ųąķgĄ─▀BĮėčbų├Ż¼Ųõ│ŻęŖĄ─ą╬╩Į╚ńŽ┬łD1╦∙╩ŠĪŻŲõķLČ╚Ą─▀xō±╚ńłD2╦∙╩ŠĪŻ

ĪĪĪĪłD1 ╔░▌åĮėķL▌SĄ─│ŻęŖą╬╩Į
ĪĪĪĪ(a)Ħ═ŌÕFĄ─ĮėķL▌S (b)Ħā╚ÕFĄ─ĮėķL▌S (c)Ħā╚Īó═ŌÕFĄ─ĮėķL▌S (d)łAų∙ĮėķL▌S (e)ĮėķL▌S╔Ž╝ė╣ż│÷Ž„▒Ō▓┐╬╗
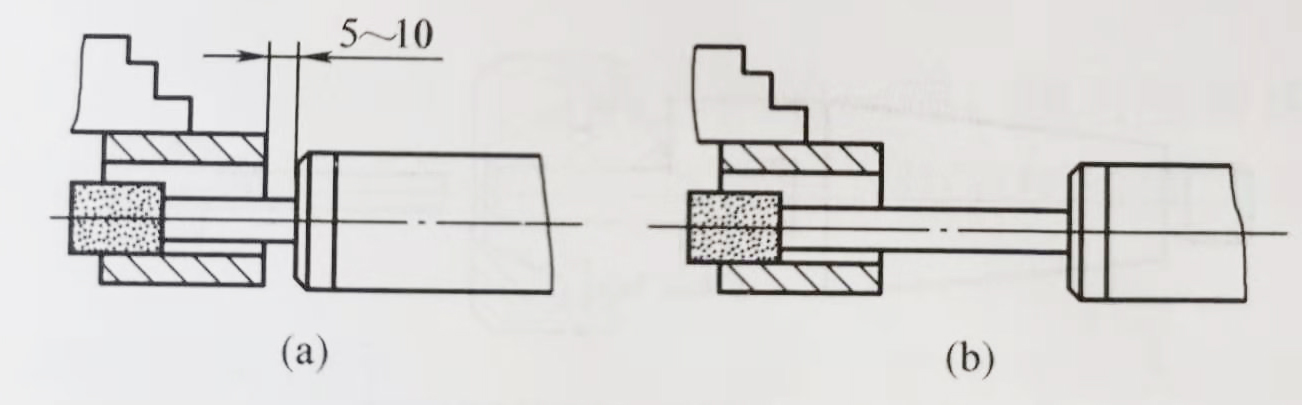
ĪĪĪĪłD2 ╔░▌åĮėķL▌SķLČ╚Ą─▀xō±
ĪĪĪĪ(a)š²┤_ (b)Õeš`
ĪĪĪĪ╔░▌åĮėķL▌SČÓ×ķūįųŲŻ¼ųŲū„Ģræ¬ūóęŌ╚ńŽ┬╩┬ĒŚŻ║
ĪĪĪĪ(1)▒ŻūCĮėķL▌S╔ŽĖ„Č╬═ŌłA┼cÕF├µĄ─═¼▌SČ╚ę¬Ū¾ĪŻ
ĪĪĪĪ(2)ĮėķL▌SÕF├µæ¬┼c─źŅ^ų„▌SÕF├µŠ½├▄┼õ║ŽĪŻę╗░ŃĮėķL▌S═ŌÕF×ķ─¬╩ŽÕFČ╚1:20Ż¼┼õ║Ž├µĘe▓╗æ¬ąĪė┌85%ĪŻ
ĪĪĪĪ(3)ĮėķL▌Sæ¬╝ė╣ż│÷Ž„▒Ō▓┐╬╗Ż¼╣®╔ŽŠoĮėķL▌S║═Šo╣╠╔░▌å[ęŖŽ┬łD]ĪŻ
ĪĪĪĪ(4)æ¬┐╝æ]ĮėķL▌SĄ─┬▌╝yą²Ž“Ż¼Ųõą²Ž“æ¬┼c╔░▌åą²Ž“ŽÓĘ┤ĪŻ
ĪĪĪĪ(5)ĮėķL▌SĄ─▓─┴ŽŻ¼┐╔ė├ųą╠╝║ŽĮõō▓óĮøš{┘|╗“┤Ń╗Īó╗ž╗╠Ä└ĒŻ¼38~48HRCĪŻ│Żė├40CrõōŻ¼─ź”š8mmę╗Ž┬ąĪ┐ūĄ─ĮėķL▌SŻ¼æ¬▓╔ė├CrWMnõōŻ¼▀@śėäéąįĖ³║├ĪŻ
ĪĪĪĪŻ©╚²Ż®ā╚łA─źŅ^Ą─ŅÉą═
ĪĪĪĪ1.ÖCąĄé„äėā╚łA─źŅ^
ĪĪĪĪŲõų„ę¬ė╔ų„▌SĪóØLäė▌S│ąĪó╠ū═▓Üż¾w║═ŲĮĦ▌åĄ╚ĮM│╔Ż¼ŲõĮYśŗ╚ńŽ┬łD╦∙╩ŠĪŻ
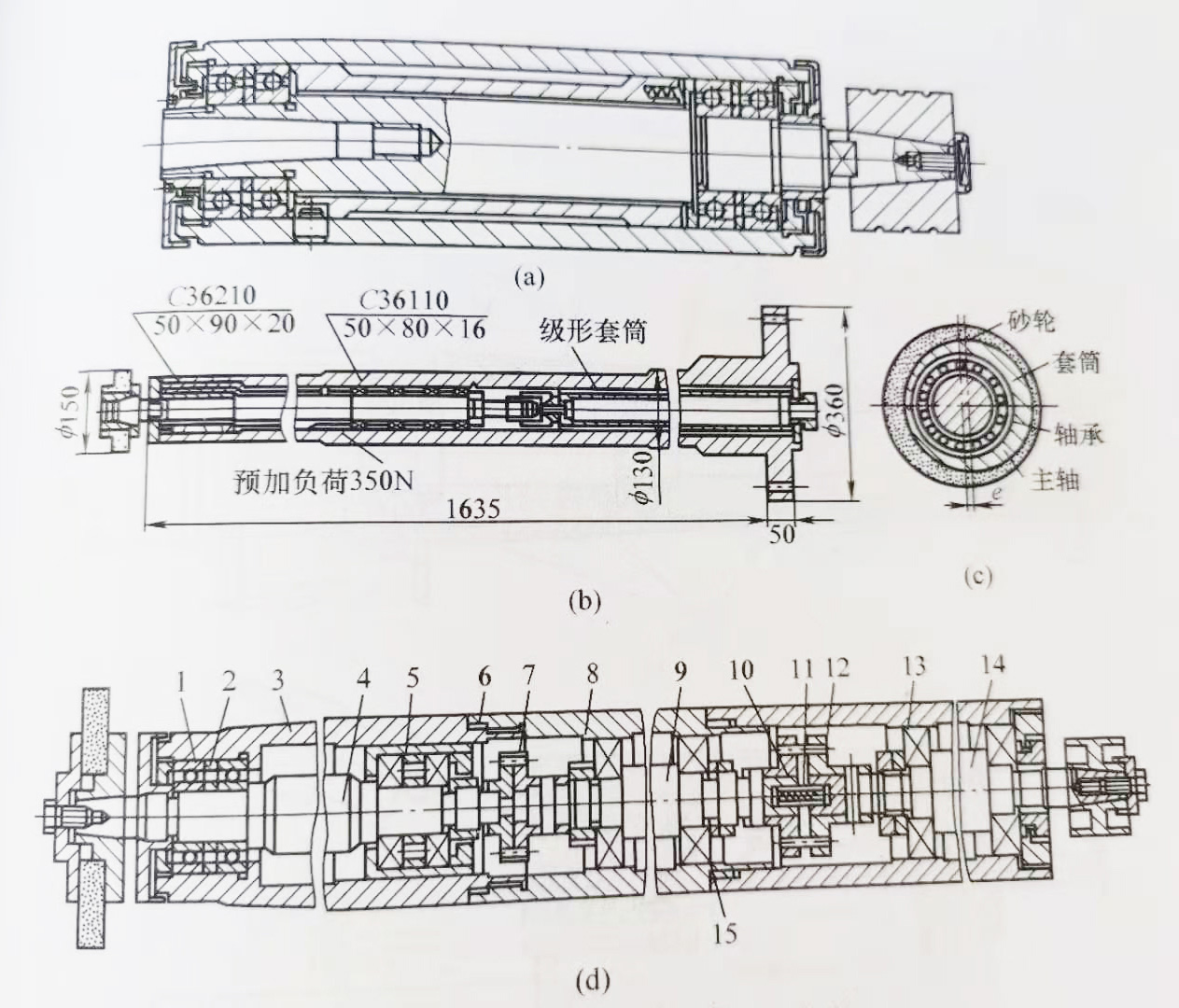
ĪĪĪĪĖ„ĘNÖCąĄé„äėā╚łA─źŅ^
ĪĪĪĪ(a)ÖCąĄé„äėā╚łA─źŅ^ (b)╝ēą╬╠ū═▓ (c)Ų½ą─ą╬╠ū═▓ (d)ĮYśŗ┐é│╔1Ī¬ā╚ą─═Ų┴”▌S│ą;2Ī¬Ė¶Łh;3Īó8Īó13Ī¬Üż¾w;4Ī¬ų„▌S;5Ī¬▌S│ą╠ū;6Īó15Ī¬ŪÓŃ~╠ū;7Īó12Ī¬▀B▌SŲ„;9Ī¬ųąķg▌S;10Ī¬ÅŚ╗╔;11Ī¬ÅŚ╗╔╠ū;14Ī¬é„äė▌S
ĪĪĪĪÖCąĄ─źŅ^ī┘ųąĪóĄ═╦┘─źŅ^ĪŻ─źŅ^▐D╦┘10000~20000r/minĪŻę“▐D╦┘▓╗Ė▀Ż¼╚¶─źąĪų▒ÅĮ┐ūĢr╔░▌åų▒ÅĮąĪŻ¼ät─źŽ„╦┘Č╚║▄ąĪĪŻ└²╚ńų▒ÅĮ5mm╔░▌åŻ¼▐D╦┘×ķ20000r/minŻ¼─źŽ„╦┘Č╚āH×ķ5m/sĪŻ▒Ē├µ┤ų▓┌Č╚▓╗ęūĮĄĄ═Ż¼╣╩įōŅÉ─źŅ^▓╗▀mę╦─źąĪų▒ÅĮ┐ūĪŻ┤╦ŅÉ─źŅ^ė├õć╗∙ØÖ╗¼ų¼ØÖ╗¼▌S│ąŻ¼ĒÜČ©Ų┌ŪÕ└ĒĖ³ōQĪŻ
ĪĪĪĪ2.’Läėā╚łA─źŅ^
ĪĪĪĪ╚ńŽ┬łD╦∙╩ŠŻ¼─źŅ^ų„▌S╔ŽįOėą£u▌åŻ¼ė╔ē║┐s┐šÜŌ“īäė£u▌å╩╣ų„▌SĖ▀╦┘ą²▐DŻ¼═¼Ģr╣®æ¬Įo▌S│ąĄ─├½╝Ü╣▄ćŖ┐ūŻ¼į┌▌S│ąķgŽČųąą╬│╔═ąŲų„▌SĄ─ÜŌ─żīėŲØÖ╗¼ū„ė├ĪŻŲõų„▌SūŅĖ▀▐D╦┘┐╔▀_11000r/minŻ¼š±äėąĪŻ¼š{╣ØÜŌē║┐╔īŹ¼F─źŅ^Ą─¤o╝ēš{╦┘ĪŻ

ĪĪĪĪ’Läėā╚łA─źŅ^
ĪĪĪĪ3.ļŖäėā╚łA─źŅ^
ĪĪĪĪė╔ļŖäėÖC“īäė─źŅ^╗“─źŅ^┼cļŖäėÖC×ķę╗š¹¾wĪŻų„▌S▐D╦┘50000~90000r/minŻ¼▌ö│÷╣”┬╩┤¾Ż¼╦▓Ģr▀^▌d─▄┴”ÅŖŻ¼╦┘Č╚╠žąįė▓ĪŻļŖäė─źŅ^╚ńŽ┬łD╦∙╩ŠŻ║

ĪĪĪĪļŖäė─źŅ^
ĪĪĪĪ1Īó2Īó3Īó4Īó6Ī¬┬▌─Ė;3Ī¬ė═╣▄;5Ī¬ų„▌S;7Ī¬ÅŚąį┬ō▌SŲ„;8Ī¬ļŖäėÖC;9Ī¬Üż¾w;10Ī¬ė═│ž
ĪĪĪĪ4.┐šÜŌņoē║▌S│ąĖ▀╦┘ļŖäėā╚łA─źŅ^
ĪĪĪĪė╔ė┌▓╔ė├┴╦┐šÜŌņoē║▌S│ąŻ¼╣®ÜŌē║┴”×ķ40~65MpaŻ¼─źŅ^äéąį║├Ż¼─”▓┴ąĪŻ¼ų„▌S▐D╦┘ūŅĖ▀180000r/minŻ¼▀m║Ž─źŽ„1~10mmąĪ┐ūĪŻŲõĮYśŗ╚ńŽ┬łD╦∙╩ŠŻ║
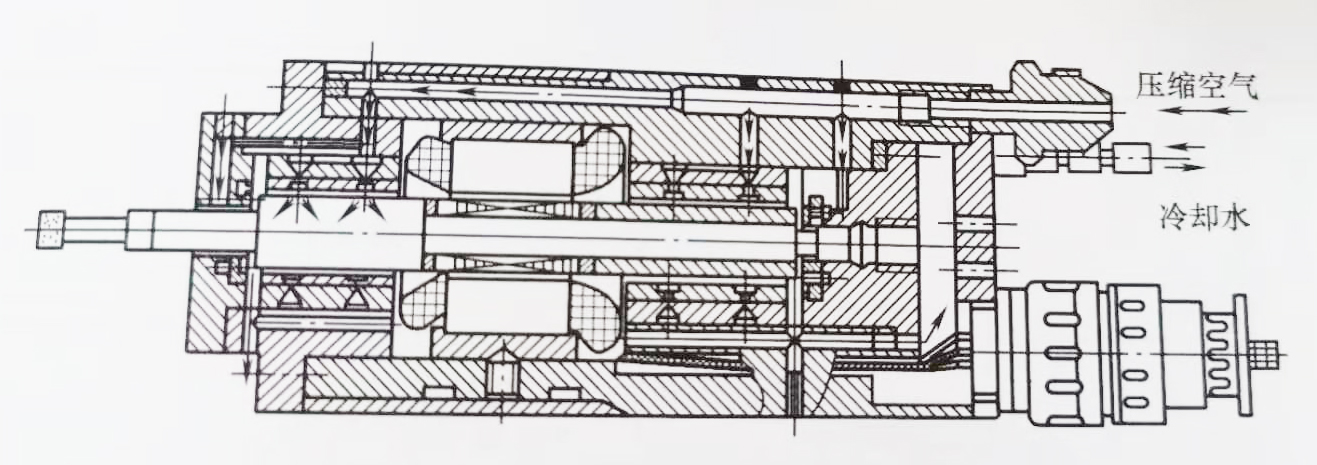
ĪĪĪĪ┐šÜŌņoē║▌S│ąĖ▀╦┘ļŖäėā╚łA─źŅ^
