內圓砂輪形狀的選擇
內圓砂輪常用的形狀有平形和杯形兩種(見下圖)。其中平形砂輪最為常用、杯形砂輪磨臺階孔及斷面比較有利。
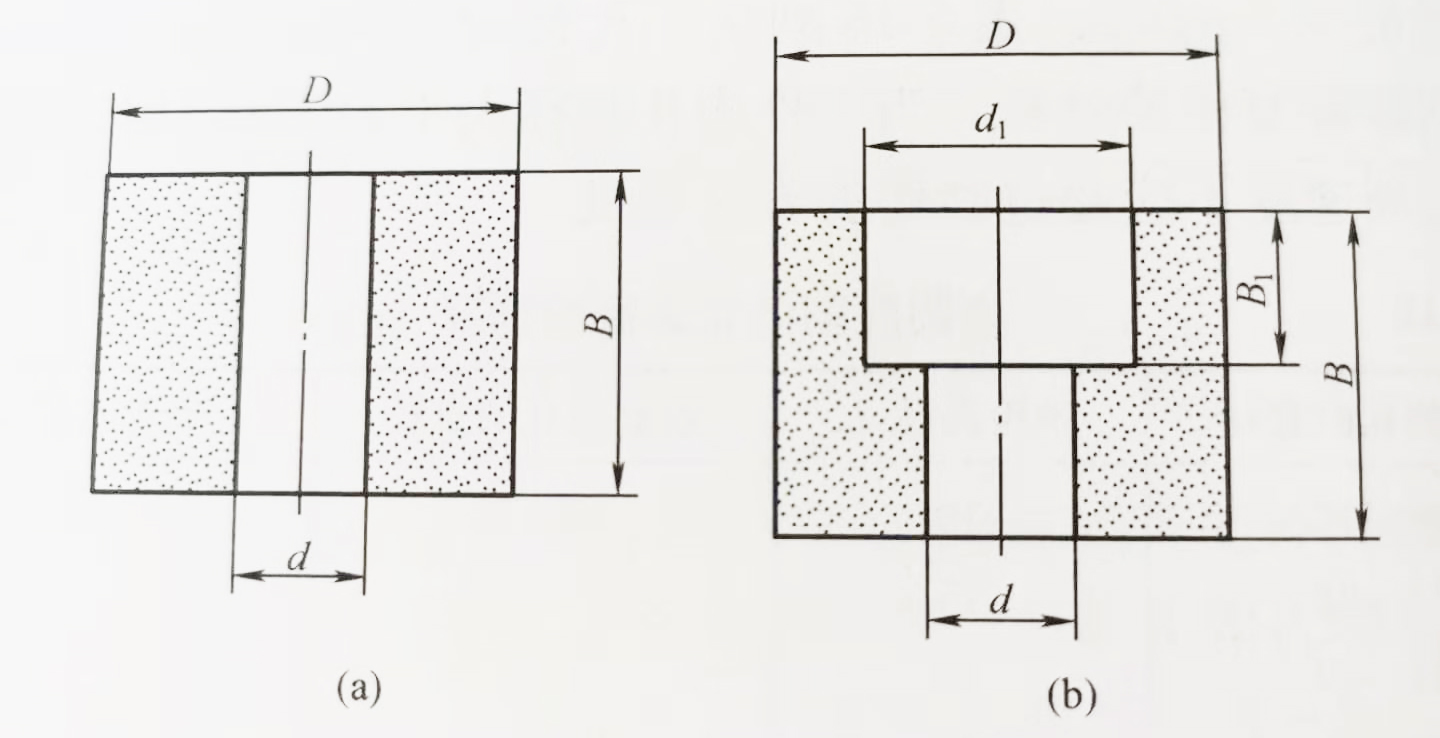
內圓磨削砂輪常用形狀
(a)平形砂輪 (b)杯形砂輪
內圓砂輪的選擇可參考下表:
內圓砂輪的選擇

砂輪的安裝
內圓砂輪一般安裝在砂輪接長軸的一端,也有些內圓砂輪時直接安裝在內圓磨頭主軸上。其緊固方法有螺紋緊固和粘結緊固兩種。
(1)螺紋緊固如下圖所示,由于螺紋有較大的夾緊力,故砂輪的安裝比較牢固。
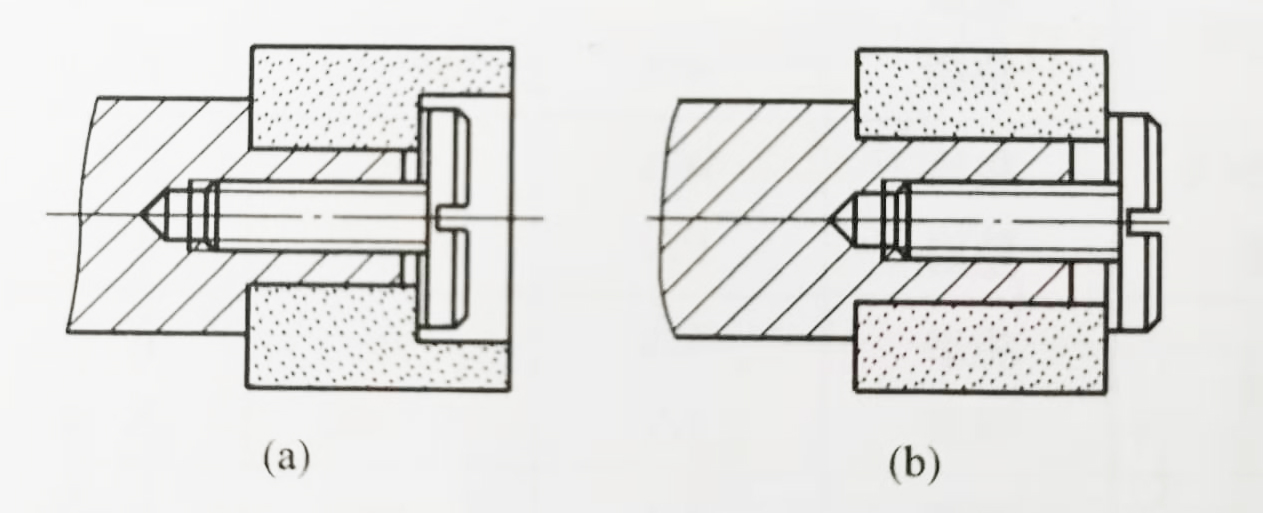
用螺紋安裝內圓砂輪
(a)安裝帶內臺階孔的內圓砂輪 (b)安裝圓筒形內圓砂輪
螺紋緊固安裝砂輪應注意以下事項:
1)砂輪內孔與接長軸的配合間隙要適當,不要超過0.2mm。若間隙過大,可以在砂輪內孔與接長軸間墊入紙片,以免因安裝偏心而工作時產生振動或松動。
2)砂輪的兩個端面必須墊上黃紙片等軟性襯墊,襯墊厚度0.2~0.3mm。目的是使砂輪受力均勻,緊固可靠。
3)承壓砂輪的接長軸端面要平整,接觸面不能太小,否則會減少摩擦面積,不能保證砂輪可靠地緊固。
4)緊固螺釘的承壓端面與螺紋要垂直,以使砂輪受力均勻。
5)緊固螺釘的螺旋方向與砂輪旋轉方向相反,這樣可以保證砂輪不會松脫。
(2)用粘結劑緊固砂輪如下圖所示,磨φ15mm以下小孔的砂輪,使用螺釘聯接緊固非常困難,所以采用粘結緊固。
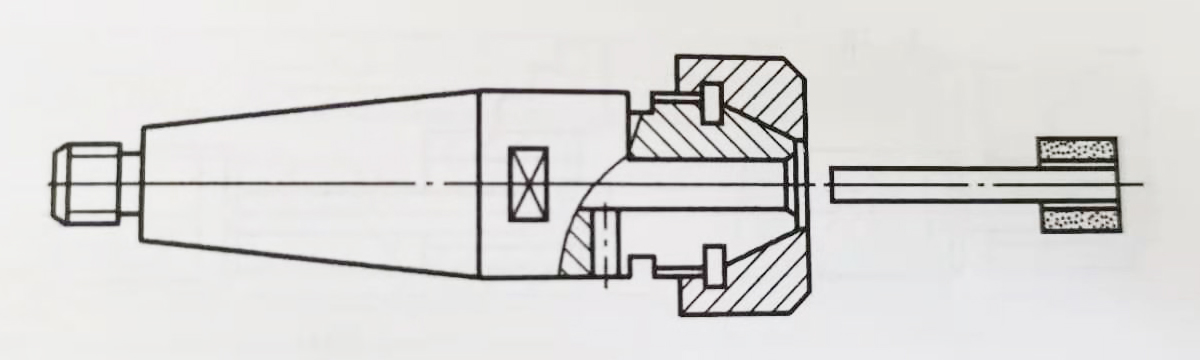
用粘結劑緊固砂輪
常用粘結劑是用磷酸溶液(H3PO4)和氧化銅(CuO)粉末調配而成。
粘結緊固時應注意以下幾項:
1)調配時須將氧化銅粉末放在瓷質容器內,漸漸注入磷酸溶液,同時不停攪拌,要調制均勻,濃度適當。
2)粘結劑應充滿砂輪與接長軸之間的間隙,內部不應有空洞。
3)用電爐烘干時,時間不宜太長,以免磷酸銅快速凝固時,提價急劇膨脹,以至脹裂砂輪。可觀察粘結劑顏色,當其呈暗綠色時,應立即停止加熱。
