內(nèi)圓磨削
內(nèi)圓磨削用于內(nèi)孔的精加工,在內(nèi)圓磨床或萬(wàn)能外圓磨床上進(jìn)行。可加工通孔、不通孔、圓柱或圓錐孔、臺(tái)階孔和孔端面等。磨孔的尺寸精度可達(dá)IT6~IT7級(jí),表面粗糙度Ra0.8~0.2μm。采用高精度磨削工藝,尺寸精度可控制在0.005mm以?xún)?nèi)。表面粗糙度Ra0.1~0.025μm。
內(nèi)圓磨削的特點(diǎn)如下:
(1)內(nèi)圓磨削由于孔徑的限制,所用砂輪直徑小;轉(zhuǎn)速受磨頭的限制(機(jī)械式磨頭轉(zhuǎn)速在10000~20000r/min),磨削速度在20~30m/s,甚至更小。加工表面粗糙度參數(shù)值較外圓磨削大。
(2)因內(nèi)圓磨削砂輪轉(zhuǎn)速高,且砂輪與工件接觸弧比外圓磨削長(zhǎng),因此磨削熱和磨削力都比較大,磨粒容易磨鈍,工件易發(fā)熱和燒傷。
(3)因切削液不易進(jìn)入磨削區(qū)域,冷卻條件差;磨屑不易排除,容易造成砂輪堵塞,從而影響表面質(zhì)量,磨削鑄鐵時(shí)尤為明顯。
(4)砂輪軸懸臂伸出較長(zhǎng),且直徑細(xì),剛性較差,容易產(chǎn)生彎曲變形和振動(dòng),除影響加工精度和表面粗糙度值外,也限制了磨削用量的提高,制約了生產(chǎn)效率的提高。
內(nèi)圓磨頭
內(nèi)圓磨頭也稱(chēng)內(nèi)圓磨具,它是帶動(dòng)砂輪做高速旋轉(zhuǎn)的部件,砂輪直接或利用接長(zhǎng)軸與磨頭相連接。
(一)內(nèi)圓砂輪的選擇
1. 砂輪直徑的選擇
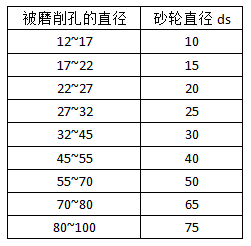
選擇依據(jù)是工件孔徑,二者之間應(yīng)有適當(dāng)比值,通常砂輪直徑是孔徑的0.5~0.9。下表列出了孔徑φ12~φ100mm范圍內(nèi)圓磨削砂輪直徑的選擇。當(dāng)工件內(nèi)孔直徑大于φ100mm時(shí),應(yīng)注意砂輪圓周速度不應(yīng)超過(guò)砂輪的安全速度。
內(nèi)圓磨削砂輪直徑的選擇(mm)
2. 砂輪硬度的選擇
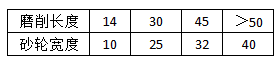
在砂輪接長(zhǎng)軸剛度和機(jī)床功率允許的范圍內(nèi),砂輪寬度可按工件長(zhǎng)度選擇,見(jiàn)下表:
內(nèi)圓磨削砂輪寬度選擇(mm)
3. 砂輪硬度選擇
內(nèi)圓砂輪應(yīng)有良好的自銳性,所以應(yīng)選用較軟的砂輪,通常內(nèi)圓砂輪較外圓砂輪硬度要軟1~2級(jí)。一般內(nèi)圓磨削砂輪硬度為中軟。但在磨削長(zhǎng)度較長(zhǎng)的小孔時(shí),為避免工件產(chǎn)生錐度,砂輪硬度不可太低。
4. 砂輪的粒度選擇
為提高磨粒的切削能力,同時(shí)避免燒傷工件,應(yīng)選用較粗粒度。常用內(nèi)圓砂輪粒度為36號(hào)、46號(hào)和60號(hào)。
5. 砂輪組織的選擇
內(nèi)圓磨削排屑困難,為了有較大的空隙容納磨屑,避免砂輪經(jīng)過(guò)早塞實(shí),內(nèi)圓砂輪的組織要比外圓砂輪疏松1~2號(hào)。

